





我們的視頻卻能以直觀、生動的方式,讓您感受到產品的獨特之處。觀看視頻,讓繞筋機 全自動鋼筋籠滾焊機多家倉庫發貨自己向您展示它的卓越品質和出色性能。
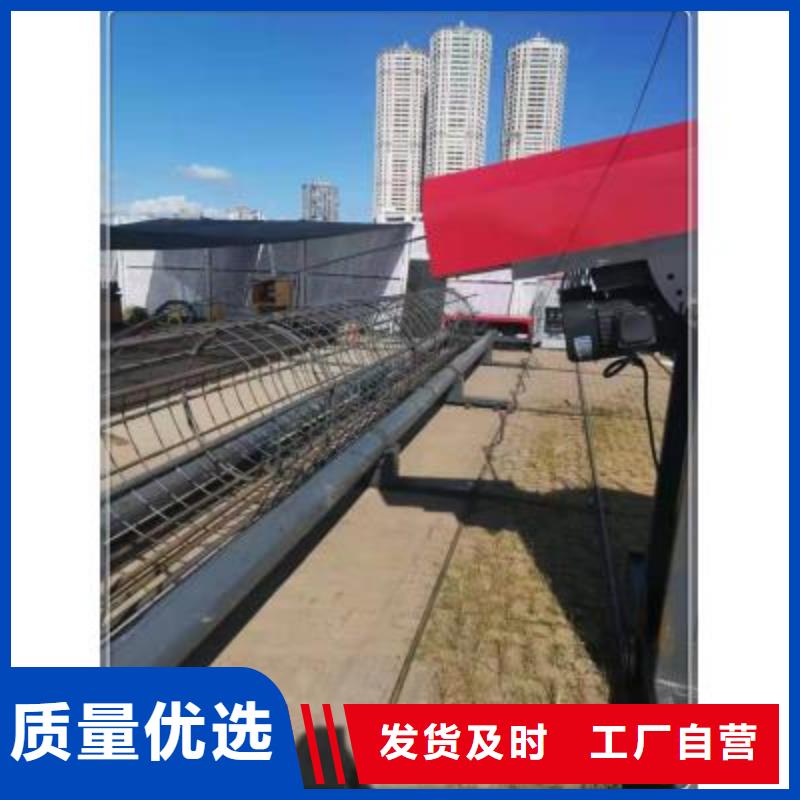
以下是:繞筋機 全自動鋼筋籠滾焊機多家倉庫發貨的圖文介紹
建貿鋼筋籠繞筋機的使用代替了原有的手工,為我國橋梁和高鐵的加工研發生產提供了極大的好處,為了讓你們更加熟悉這種設備,下述就讓大家來看看對于它的工作原理和亮點說明。設備操作簡單、人性化,單人可作業;主筋間距誤差小,能控制在1cm之內;一米之內盤筋間距誤差可控制在5mm以內;配備二氧化碳保護焊,耗材損耗量少;可制作雙盤筋、雙主筋高要求鋼筋籠產品;線作業,每班3人即能正常設產鋼筋籠;套筒連接及對焊連接的主筋可以直接上設備制作;熟練工人使用設備研發生產,效率高;自動上料,降下來工人勞動強度;單段不超過12米,吊裝、運輸方便;零部件研發壽命長,備件更換簡單快捷;全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。


鋼筋籠設備—繞筋機自動纏繞:為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。



搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的小搭接量與點焊相同。搭接滾焊通常用的雙面滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因限制滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并提高疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、繞筋機銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效方法。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。


設備優勢>> 速度快:待工狀態2人可全程生產,正常工況3-6人可生產10-20多節鋼筋籠;>> 機械化作業不受人為因素影響,>> 生產規格多樣:各類鋼筋籠的生產要求,不受主筋和箍筋和數量、形式、型號、大小、長度等因素的影響>> 生產便捷:組合式設計的繞筋機,在安裝、生產、搬運、等中都不用依賴起重設備,既能大批量的固定生產要求也能施工現場較分散的機業,靈活性強>> 流水線生產:施工不受各工序影響,不間斷完成主筋箍筋焊接成型、繞筋施焊等全部>> 采用螺紋連接技術可定位,幫助鋼筋籠分解、安裝速度。>> 零部件設計壽命長,備件更換簡單快捷;經過幾年的發展,河南建貿機械設備有限公司在行業領域已處領先地位。產品遍布各地,高質量的產品和完善的技術服務于高速鐵路、高速公路、礦山、水電等基礎建設領域。歡迎新老客戶咨詢選購。



建貿機械設備有限公司位于南通如東經濟區,注冊資金300萬元,成立于2011年,以雄厚的技術實力為基礎,專注精耕于 南通如東數控彎箍機,并集研發、銷售、服務為一體高新技術企業。 經過團隊多年辛勤耕耘,積j i加入了南通如東 南通如東數控彎箍機行業協會,成為 南通如東數控彎箍機會員單位,并通過了ISO9001:2008質量體系認證。
