


對【鋼板Q345E無縫鋼管廠家用品質說話】產品還心存疑慮嗎?觀看這個視頻,我們的專業團隊將為您詳細解讀產品的特點和優勢,讓您信心倍增。
以下是:【鋼板Q345E無縫鋼管廠家用品質說話】的圖文介紹
品質之選價格合理
我們用實力和品質說話
朔州流體管生產廠家
朔州流體管生產廠家的詳細介紹
可接急單安裝簡單

隨著焊速的,熔深和熔寬減小。焊接速度過高有可能產生咬邊。焊絲伸出長度:焊絲的伸出長度越長,焊絲的電阻熱越大,焊絲的熔化速度越快。焊絲伸出長度一般為13-25mm,視焊絲直徑等條件而定。焊絲伸出長度過長,會導致電弧電壓下降,熔敷金屬過多,焊縫成型不良,熔深小,電弧不;焊絲伸出長度過短,電弧易燒導電嘴,且金屬飛濺易塞噴嘴。 焊絲位置:焊絲軸線相對于焊縫中心線的角度和位置會影響焊道的形狀和熔深。當其他條件不變,焊絲由垂直位置變為后向焊法時,熔深增加,而焊道變窄且余高增大,電弧,飛濺小。焊接位置:射流過渡可適用于平焊、立焊、仰焊位置。 平焊時,耐磨襯板相對于水平面的斜度對焊縫成型、熔深和焊接速度有影響。若采用下坡焊,焊縫余高減小,熔深減小,焊接速度可以,有利于焊接薄的耐磨襯板;若采用上坡焊,重力使焊接金屬后流,熔深和余高增加,而熔寬減小。 短路過渡焊接可用于薄耐磨襯板的平焊和全位置焊。氣體流量:保護氣體從噴嘴可有兩種情況,較厚的層流或接近于紊流的較薄層硫。前者有較大的有效保護范圍和較好的保護作用。因此,為了得到層流的保護氣流,加強保護效果,需采用結構設計合理的焊和合適的氣體流量,氣體流量過大或過小皆會造成紊流。

PRODUCT DETAILS
產品細節
PRODUCT DETAILS

01
真材實料REALMATERIALS
精心選擇優質材料制作而成,朔州流體管生產廠家規格多樣可選,滿足您的各種需求。

02
價格優勢PriceAdvantage
廠家經驗豐富,直接供貨,朔州流體管生產廠家無二次銷售環節,質量放心。

03
成熟工藝成熟工藝MatureTechnology
支持定做,十余年經驗,朔州流體管生產廠家質量保障,出廠經過嚴格的質檢。
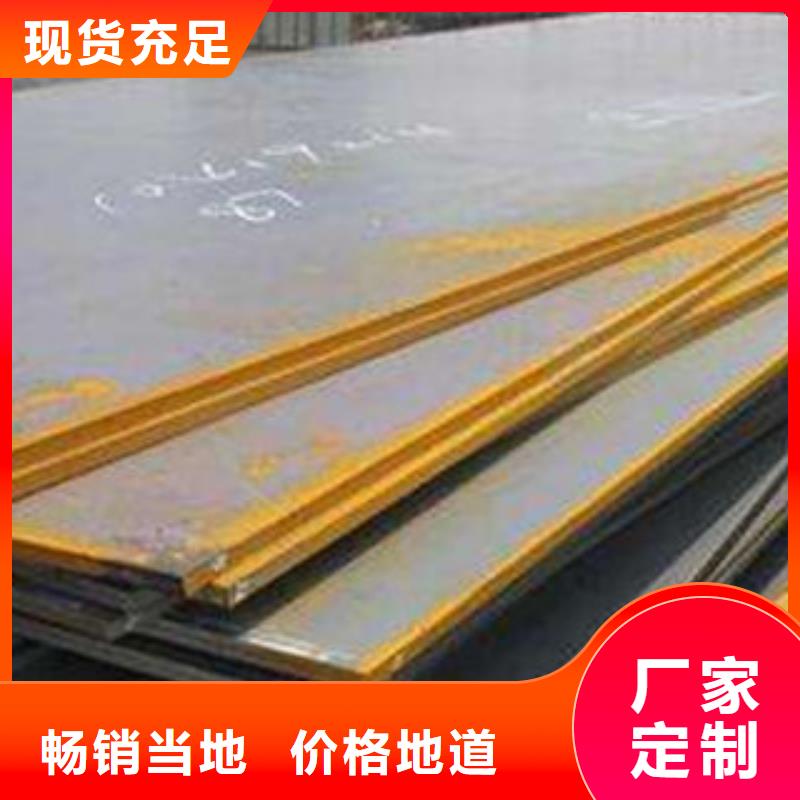
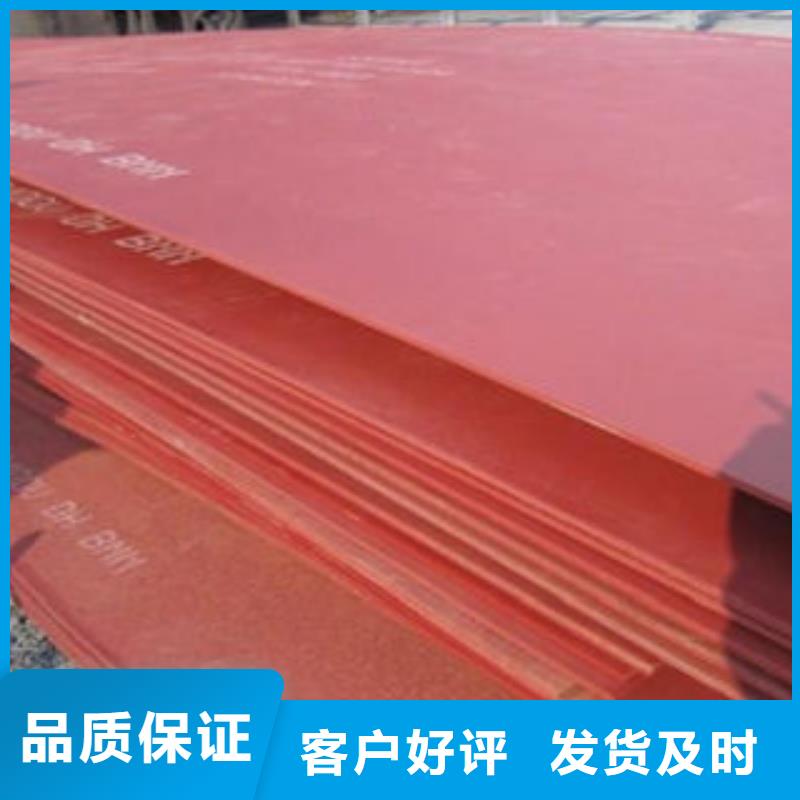
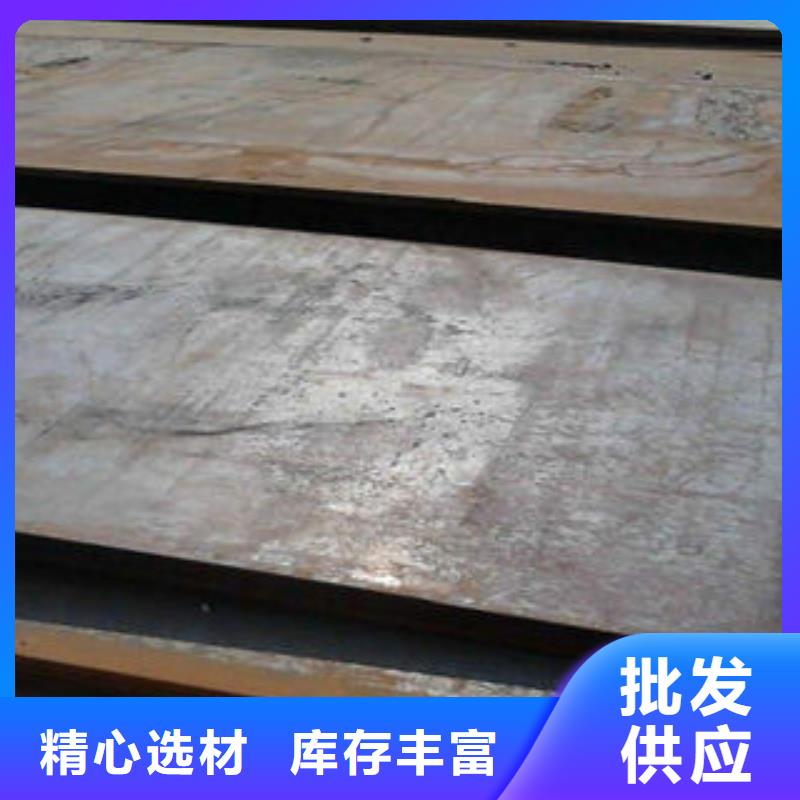
PRODUCT PHOTOGRAPH
產品實拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介紹
COMPANY PROFILE

因 山西朔州流體管生產廠家產品批次不同, 山西朔州流體管生產廠家原材料價格不同,具體詳細價格請聯系我們九晨鋼鐵制造有限公司的銷售經理。