




深入了解球墨鑄鐵管球墨鑄鐵井蓋DN600廠家批發價產品,一部視頻就夠了,快來觀看!
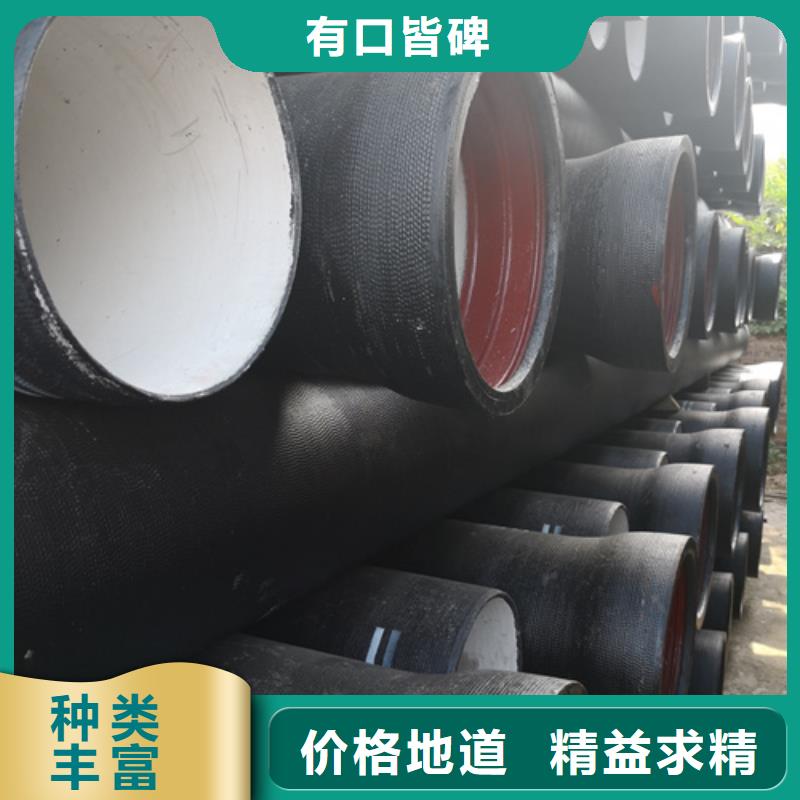
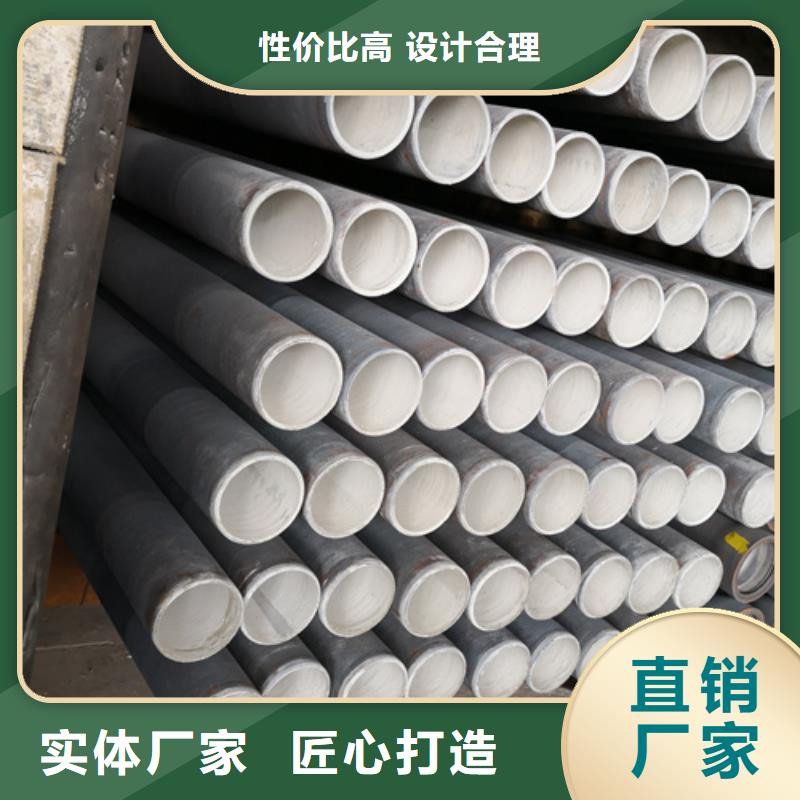
以下是:球墨鑄鐵管球墨鑄鐵井蓋DN600廠家批發價的圖文介紹
無論是電話或在線咨詢,只要您需要鵬瑞管業有限公司會及時給予專業的答疑指導,我們為您提供專業的 山東聊城國標球墨鑄鐵排水管解決方案。


球墨鑄鐵管頂管法可以用于在地下安裝管道而不用挖掘溝渠,也可以用來在隧道中鋪設管道,球墨鑄鐵管頂管法安裝有下列優點;(1)由于接口突出較小,并且所有的連接工作都可以從管內部來進行,因此,可以使在隧道內部和管外部之間的空間變得較小。(2)由于在隧道中連接管道不慮火或電,因此可以地進行工作。(3)由于是機械接口,安裝工作既簡單又快捷。由于球墨鑄鐵管機械接口柔性高,因此,在隧道中彎曲的部分也可以使用這種管子來鋪設管道。球墨鑄鐵管頂管法安裝步驟如下:(1)插口(承口)插人前,在插門外面、承口內面以及橡膠圈上涂刷濃漿狀的肥皂水。(2)插人后,將橡膠圈戴在插口上,用手指將其推人到能輕輕進人的位置。(3)將開口圈(分為3個弧狀片)從下方順次插人.首先在下面安兩個I,然后將H滑向管軸方向,架在I的上面組合起來.在將開口圈的3個弧片往承口插人 時,如在弧片與弧片之間有較大的間隙出現,則在弧片上I一I之間插入一種填塞間隙的弧片(與開口圈同截面、同材質、厚6mm)。(4)將擰進了螺栓的壓緊圈(分為4個弧片)從下面順次插入。為了使II不致掉下來,采用固定件將其固定.固定件是為了防止在安裝操作時上部的壓緊圈脫落下來。安裝完畢后,由于橡膠圈的反彈力以及壓蓋圈與承口底部之間填充的水泥砂漿的起拱作用,上部壓蓋圈脫落的危險性已不存在,可以取掉。但將固定件原樣保留也可以,為了慎重起見,一般為鍍鋅件。(5)將壓緊圈的螺栓的一部分(3根中占1根的大概比例),用扳手或棘輪扳手反向旋轉,使其從壓緊圈中擰出來35-40mm的程度,從而將橡膠圈推人深處。(6)將尚未擰出來的螺栓頭部的平帽上安人固定銷。(7)將安裝了固定銷的螺栓稍微擰出,將開始的螺栓一次擰人,在其頭部也安上固定銷(全部的螺栓安裝固定銷完畢)。



很多人都不熟悉消失模鑄造技術,下面青島世紀球墨鑄鐵管業為您介紹:消失模鑄造(又稱實型鑄造)是將與鑄件尺寸形狀相似的泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法。消失模鑄造有下列特點:鑄件質量好,成本低。材質不限,大小皆宜;尺寸精度高,表面光潔,減少清理,節省機加;內部缺陷大大減少,組織致密。可實現大規模、大批量生產。自動化流水線生環保。可以大大改善作業環境、降低勞動強度、減少能源消耗。消失模鑄造技術工藝服務主要內容:一、負壓系統設計1、穩壓罐、過濾罐、汽水分離罐; 2、真空泵選型;3、負壓控制二、根據用戶產品進行專用砂箱設計,由用戶自行制造。三、1-3維震實臺設計1、根據用戶需要提供一定規模的設計圖2、震實臺基礎設計四、烘房設計五、新技術工藝規程及操作要點六、車間生產流程平面圖七、提供手工制模方法八、提供外購設備、配件、材料信息九、到現場技術服務、培訓工人說明:新技術工藝全過程分兩大部分:⑴白區部分:1、0.2~0.5噸工業鍋爐 2、予發機 3、成型機 4、澆冒口切割平臺 5、模型組合6、模型涂覆及烘干⑵黑區部分1、負壓系統 2、震實臺 3、砂箱 4、砂處理系統消失模鑄造技術的工藝裝備投資可大可小,我方可根據用戶產品提供設計圖紙或派人協助,利用用戶原有條件,節省投資。



JB/T9228-1999標準,對Mg 和RE的成分范圍偏差規定為±1%,有些廠標已縮小為±0.5%,對Ca、Al等亦有明確規定。球化劑質量中,應重視MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不勻,粉末多,色澤發暗的球化劑不宜選用。原則上,只要掌握好鐵液的化學成分和孕育環節,采用上述球化劑即可生產鑄態球鐵。但亦有工廠采用鑄態球鐵用球化劑。一般,在鑄態鐵素體球化劑中含有Ba和Bi,在鑄態珠光體球化劑中含有Ba和Sb,但對于QT700-2以上的重要曲軸類鑄件,不使用含Sb球化劑,此時應通過調整Cu、Mo等的含量來控制基體。必須指出,不管是否采用鑄態球化劑,孕育永遠是不可忽視的重要環節。球墨鑄鐵管鵬瑞管業


