您的位置>首頁 >濟南當地綜合推薦News >
【滾壓管】液壓油缸管加工廠0中間商差價
更新時間: 2025-03-17 19:30:14 瀏覽次數:82
以下是:【滾壓管】液壓油缸管加工廠0中間商差價的產品參數
| 產品參數 |
|---|
| 產品價格 | 5000/噸 |
|---|
| 發貨期限 | 24小時 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1公斤 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20#/45#/16Mn |
|---|
| 產品品牌 | 九冶 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 有色金屬 |
|---|
| 質保時間 | 1個月 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 機械加工/液壓 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 正品 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/Q345B/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:【滾壓管】液壓油缸管加工廠0中間商差價的圖文視頻
導讀 【滾壓管】液壓油缸管加工廠0中間商差價,安達液壓機械有限公司為您提供【滾壓管】液壓油缸管加工廠0中間商差價,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,請聯系安達液壓機械有限公司,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到山東省 濟南市 歷下區、槐蔭區、天橋區、歷城區、長清區、平陰縣、濟陽區、商河縣、章丘區。 山東省,濟南市 濟南市因境內泉水眾多,擁有“七十二名泉”,素有“天下泉”和“四面荷花三面柳,一城山色半城湖”的美譽,濟南八景聞名于世,是擁有“山、泉、湖、河、城”獨特風貌的旅游城市,是歷史文化名城、首批中國旅游城市,史前文化——龍山文化的發祥地之一。濟南成功舉辦過亞洲杯、全運會、中國國際園林花卉博覽會、中國藝術節等多項國際和盛會。
文字描述雖好,但視頻更能直觀展示【滾壓管】液壓油缸管加工廠0中間商差價產品的每一處細節。
以下是:【滾壓管】液壓油缸管加工廠0中間商差價的圖文介紹

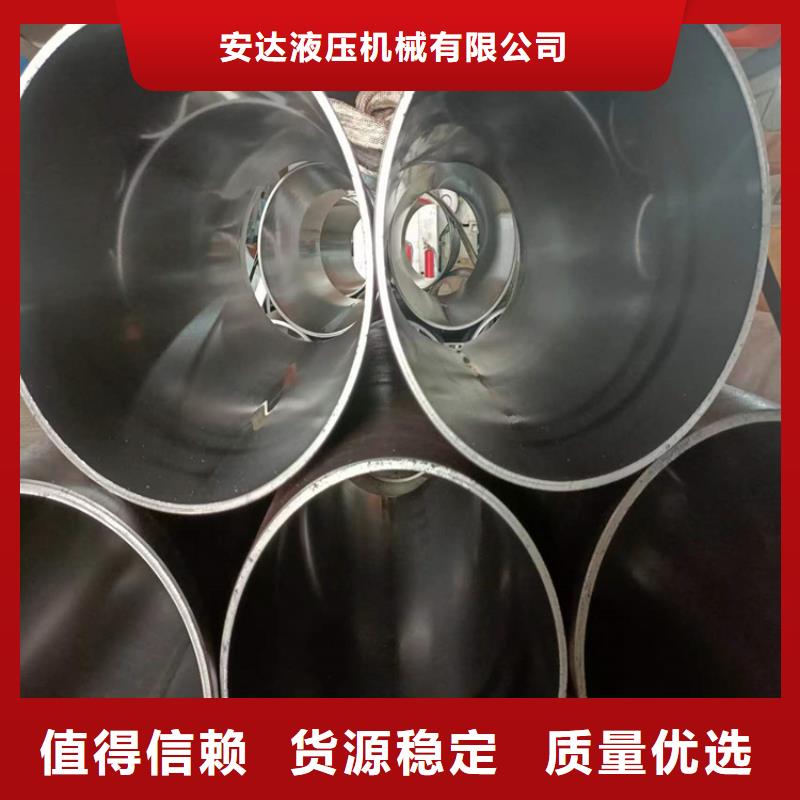
客戶的支持就是我們的成功,隨著公司的持續發展,安達液壓機械有限公司在 山東濟南液壓油缸管產品研發、技術、產品銷售、售后服務等方面均有長足的進步,并將持續貫徹“追求產品零缺陷”的質量方針,為廣大客戶提供更為滿意的 山東濟南液壓油缸管產品和服務。


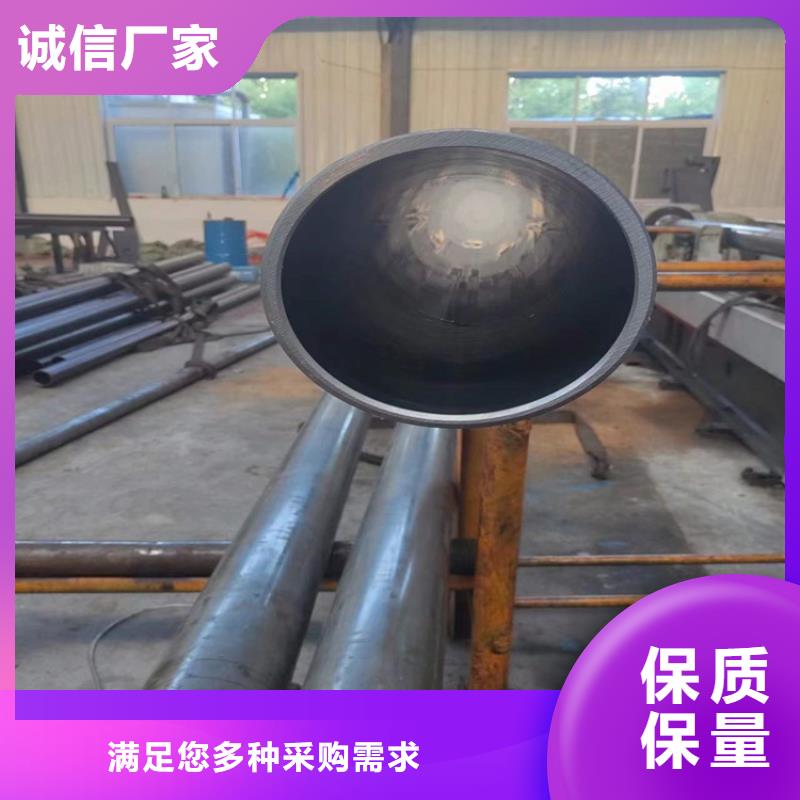
山東濟南珩磨管油缸管絎磨管絎磨管的特點
1.外徑更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面質量好。
4.鋼管橫面積更復雜。
5.鋼管性能更優越,金屬比較密。
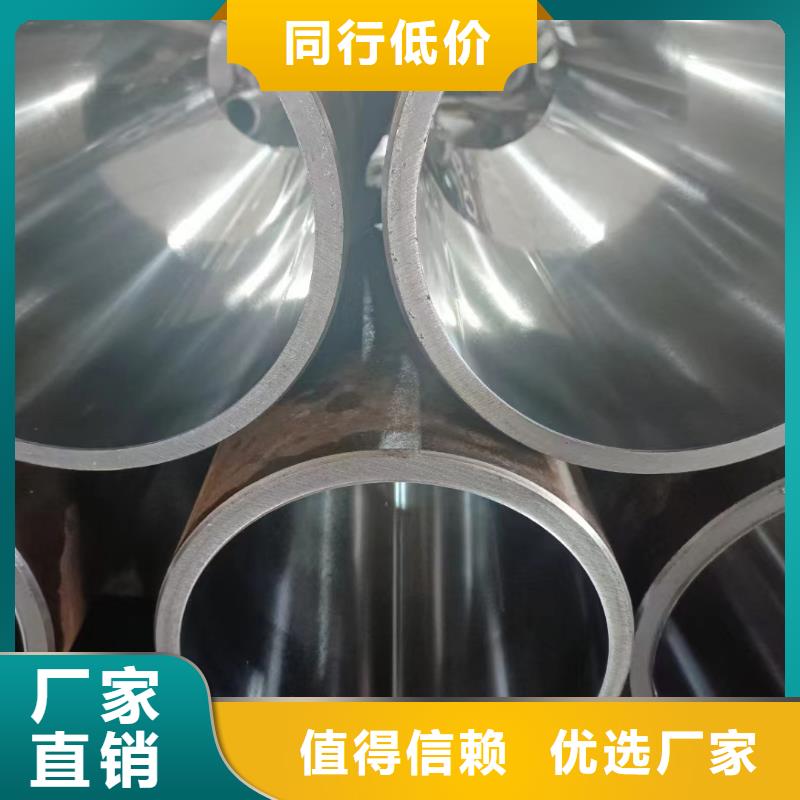
冷拔油缸管熱軋精密鋼管是由連鑄圓坯或初軋坯經步進梁式加熱爐加熱,高壓水除鱗后送入粗軋機。粗加工材料被切割、尾隨,然后送入精軋機進行計算機控制軋制。精軋后,經層流冷卻,用卷取機卷取,形成直卷。直發卷發的頭尾一般呈舌形和魚尾形,粗細和寬度的準確性較差。卷重,內徑760mm。直發鋼卷經切頭、切尾、切邊、多道次矯直調平等精整線處理后,可再次切割或復卷,成為熱軋鋼板、熱軋扁鋼卷、縱剪帶鋼等產品。通過酸洗去除氧化皮并涂上油,可將熱軋精軋鋼卷制成熱軋酸洗鋼卷。滾壓管



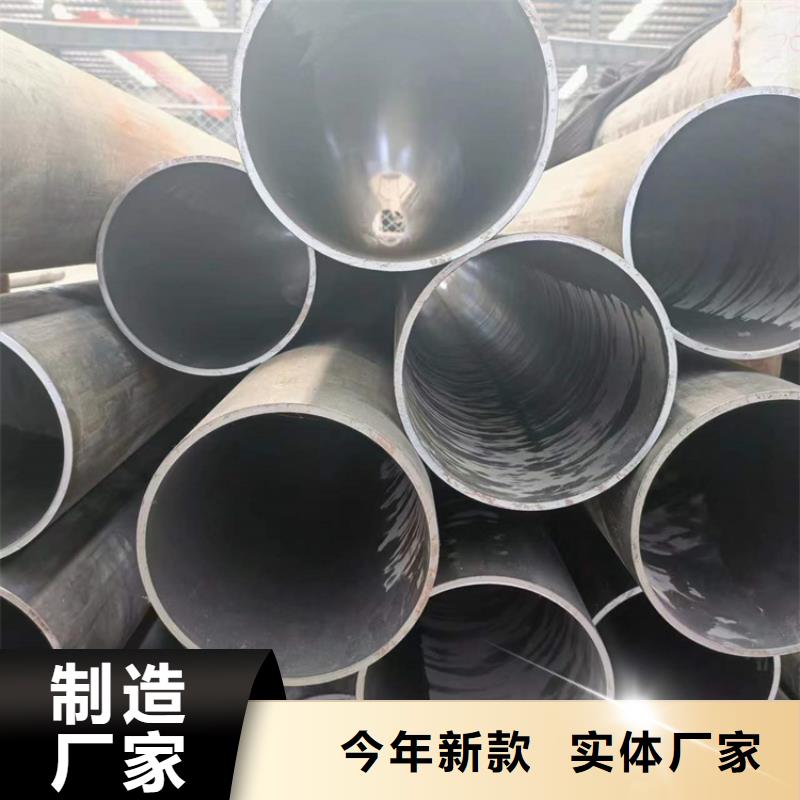
山東濟南珩磨管油缸管絎磨管大送進角下導致頂頭與軋輥的輾軋錐更不平行。
③軋輥轉速不當也會影響壁厚精度。
(4)管坯的定心和加熱。
定心孔偏心和加熱不均勻(陰陽面)都將造成壁厚不均。
(5)穿孔機的剛度、結構和調整。
穿孔機的機身剛度不夠,其上的鎖緊機構不可靠;頂桿的定心裝置調整不準確,運行不可靠和距離機身較遠;軋制中心線的調整,一般采用低于軋機中線,其目的是提高軋件的穩定性,若調整過大,因軋制線下移后,變形區內工具之間的相對關系發生了非對稱變化,也會影響毛管的壁厚不均。滾壓管


總結 【滾壓管】液壓油缸管加工廠0中間商差價,安達液壓機械有限公司為您提供【滾壓管】液壓油缸管加工廠0中間商差價產品案例,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:遼河路燕山路交叉口南500米東首。