
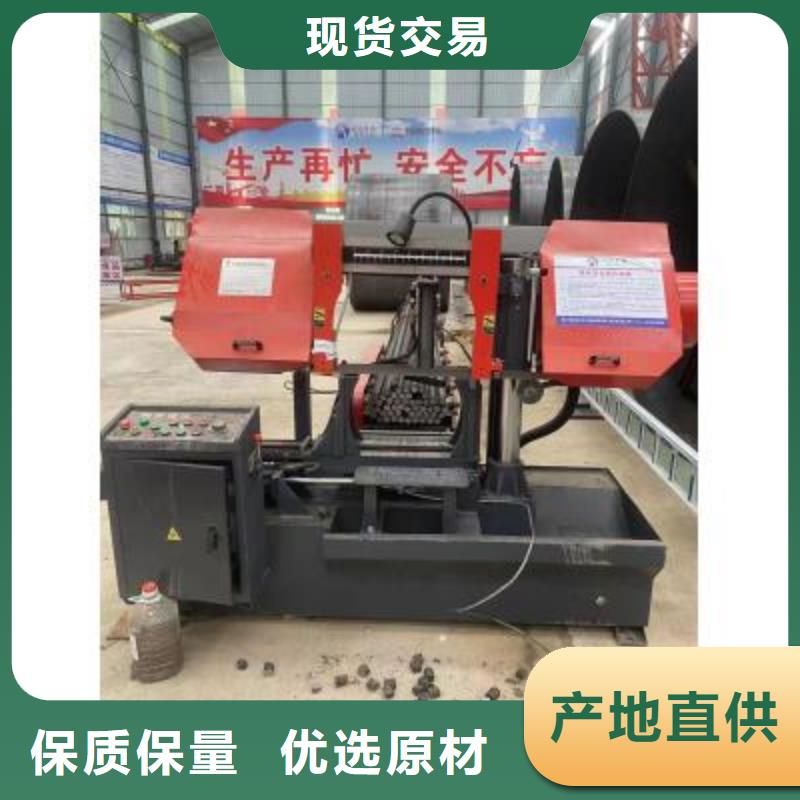






4、鋸切生產線主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大,鋸切過程中,鋼筋不會轉動,減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、輥道采用V型輪輸送無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后自動翻至下一個工序;V型采用耐磨材料。 7、加強型套絲機,使用壽命長,可實現鋼筋的自動夾緊、自動剝肋套絲,降低工人勞動強度,提高生產效率。8、可根據鋼筋一端套絲或是兩端套絲自動選擇套絲流程,也可以根據客戶要求(墩粗套絲)用來實現率的生產流程。

5.鋸片防護裝置和擋板的設計應與圓鋸片外露部分相適應其位置應靠近前使用位置。 *
6.鋸床開關靈敏、可靠,標識清晰;能及時切斷電源,無缺損、破裂。
作業活動
7.工作前對進給系統進行操作試驗,確保靈敏可靠。
8.操作時應調整好防護罩或擋板,工件夾緊和鎖緊可靠;鋸條(片)應拉緊或裝夾牢固,進刀量在允許范圍內;在立式帶鋸床上進行手動進給時,應使用加工區專用工具,以防止手或手指進入加工區。 *
9.鋸長料時,前、后應使用托架(見圖示),防止材料鋸斷時墜落傷人。
帶鋸床的使用壽命和返修率主要從鋸床選購外購件,配套件看是否是大廠的,是否使用合格的鋼板鋼材。三:帶鋸床的鋸切效率是關鍵,帶鋸床,油缸的支點位置選擇靠鉸支軸一端油缸上端稍向鉸支軸傾斜,這樣鋸架下降的力矩大,油缸的阻力矩小。蝸輪變速箱的模數選擇。
2.鋸床加工化,規模擴大化。進步鋸切功率,尤其是進步厚材及硬金屬鋸切功率,防止鋸切成為整條出產線的瓶頸,一直是鋸切及鋸床技能領域多年的焦點。鋸切規模擴大化已是趨勢,巨型立式帶鋸床可鋸切長達10m的板材及棒材。
縱向截面從棱柱樁和圓柱樁異化后的樁型有楔形樁圓錐形樁和角錐形樁梯形樁菱形樁根形樁擴底柱多節樁多節灌注樁和多節預制樁樁身擴大樁波紋柱形樁波紋錐形樁帶張開葉片的樁螺旋樁從一面削尖的成對預制斜樁及DX擠擴灌注樁等。
工業的開展前景是非常廣闊的。其間數控鋸床得到了廣闊用戶的喜愛以及一致好評。用戶能夠依據自己的自己要求來挑選愈加合適自己的鋸床,鋸床種類繁多,每款都有它自己的特色優勢,被廣泛的運用于鋸切職業中。關于鋸切職業的專業人員來說愈加青睞于數控鋸床,這其間的原因是什么呢 ,下面就跟我們一起來探討一下吧。
數控鋸床的根本構造
南湖鋼筋帶鋸床先進鋸床
不傷工件外表。金屬圓鋸機又名切管機,而一般的金屬圓鋸機(切管機),望文生義,能夠通切一些常見的金屬:銅、鐵、鋁、不銹鋼等。帶鋸機主要由床身、鋸輪、上鋸輪升降和仰俯設備、帶鋸條張緊設備、鋸條導向設備、工作臺、導向板等組成。帶鋸床床身由鑄鐵或鋼板焊接制成。鋸輪分有幅條式的上鋸輪和幅板式的下鋸輪;下鋸輪為主動輪,上鋸輪為從動輪,上鋸輪的分量應比下鋸輕2.5~5倍。鋸床鋸切的精度禁絕確是啥原因?
瀘州數控鋼筋鋸切生產線生產基地
