
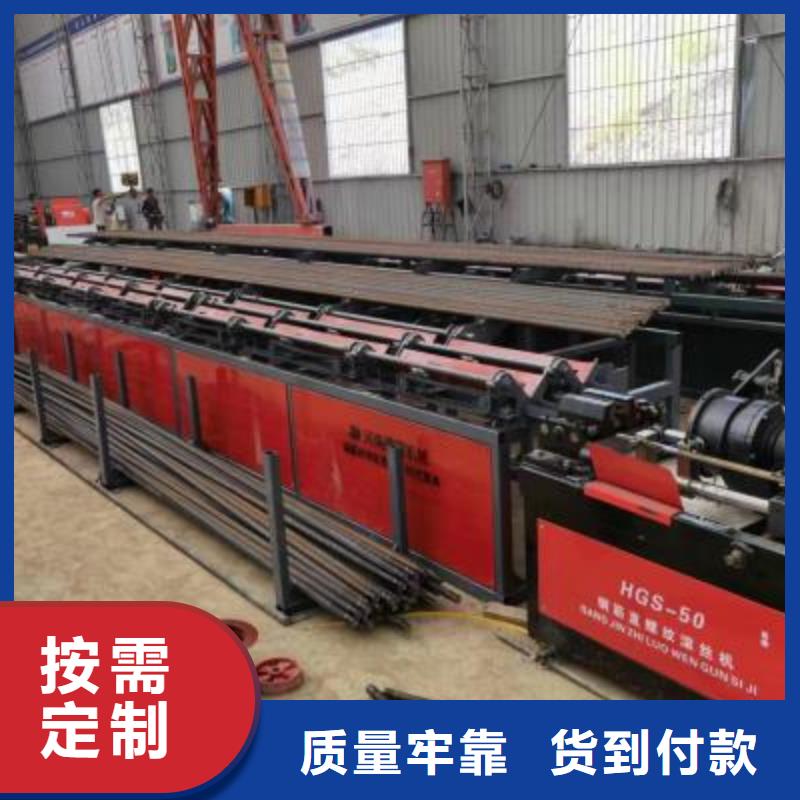



我們的生產線五機頭鋼筋彎箍機懂您所需視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:生產線五機頭鋼筋彎箍機懂您所需的圖文介紹
建貿機械設備有限公司服務承諾
1、在客戶正常的儲運、保養、使用條件下,因【四川瀘州鋼筋彎曲中心】產品的制造質量問題而不能正常使用時,提供三包(保修、包退、包換)服務。
2、在接到【四川瀘州鋼筋彎曲中心】質量信息反饋時,將在24小時內提出處理意見,并做到100小時內趕到現場處理問題,待正常運轉后,再分析原因,明確責任。
3、為出廠【四川瀘州鋼筋彎曲中心】產品提供必要的技術文件和產品合格。
4、根據客戶需求或協議及時提供備品、備件和安裝、調試、維修服務及對客戶有關人員進行技術培訓。


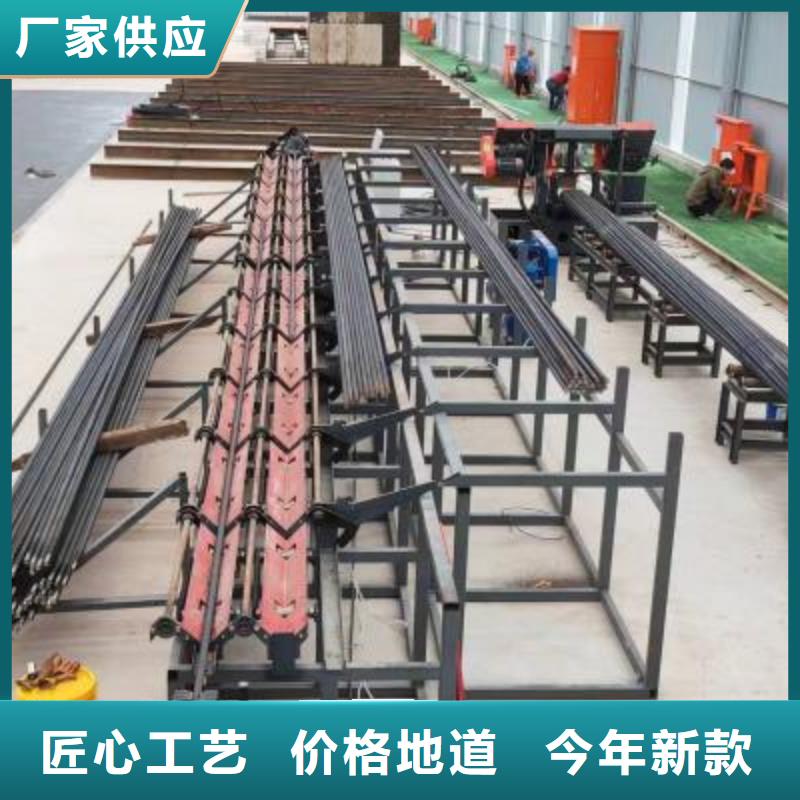
華爾網DLH-450型鋸切套絲生產線主要由備料架(1)、鋸前輸送軌道(2)、鋸切主機(3)、鋸后輸送卸料軌道(4)、一號送料平臺(5)、一號送料輥道(6)、二號送料平臺(7)、二號送料平臺送料輥道(8)、一號套絲機(9)、二號套絲機(10)、套絲成品儲料槽(11)、鋸切余料儲料槽(12)、電控柜、操作柜十四部分組成。設備采用數字化控制,響應速度快,具有結構簡單、易操作、效率高、功能強、維護方便的特點。(如需鋼筋打磨機可定制)墩粗打磨自動套絲生產線詳細技術參數鋼筋傳送速度90m/min平均耗電量6kw/h料倉級數4*2鐓粗機直徑范圍16-32mm的鋼筋鐓粗后鋼筋直徑比母材增大5mm鐓粗力3000KNM打磨機直徑范圍12-50mm的鋼筋銑刀電機轉數1440轉/分鐘端頭平整精度±0.3mm套絲直徑范圍12-40mm的鋼筋套絲長度100mm鋸切套絲打磨墩粗生產線占地面積29m*8.5m*2m



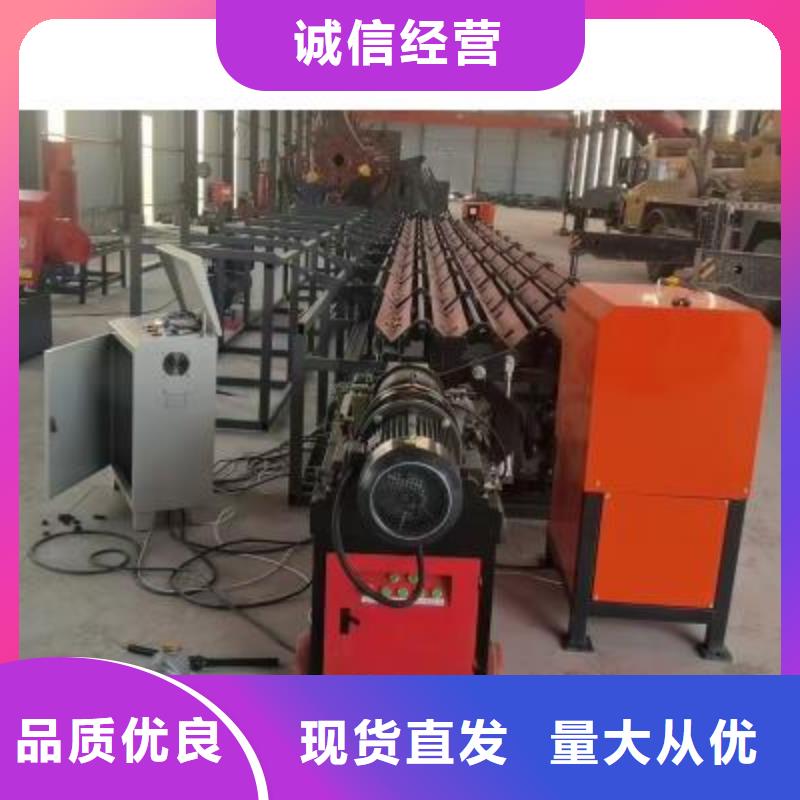
華爾網數控棒材鋼筋生產線通過伺服電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度可達±2mm,可剪切各種長度的鋼筋。與此同時數控棒材剪切線鋼筋采用油缸壓料,壓力大,剪切時,鋼筋不會轉動,鋼筋切頭均勻。液壓系統采用新型超低音柱塞油泵,華德液壓閥系統,油箱經過特殊處理,大大降低了卡閥堵塞問題。 數控鋼筋剪切生產線采用液壓剪切方式,體積小、剪切力大、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;動刀片采用斜刀口設計,剪切能力大大提高;合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗; 電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。PLC 控制,可設置鋼筋數量、規格等,具備記憶、存儲功能。



華爾網鋸切套絲生產線路易機械的原料存儲架采用大噸位存儲,可與棒材自動上料機配合使用,上一個循環尚未結束就可以進行下一步配料,縮短了循環周期。全自動送料輥道,避免原料的二次搬運;鋼筋輸送、翻轉、傳遞全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長.產品特點:1、可自動完成對鋼筋端頭的自動切斷,切頭端面平整,可直接套絲。2、鋼筋定尺機構采用伺服電機控制,通過伺服電機驅動絲杠機構來調整鋸切刀口與定位擋板之間的距離,采用編碼器測量,可鋸切各種長度的鋼筋。3、對鋼筋長度的自動定尺,鋼筋長度剪切齊頭鋼筋尾料短可達到1cm,提高材料的利用率。4、鋸切主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大鋸切過程中,鋼筋不會轉動減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、套絲輥道采用V型輪輸送,無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后可自動翻至下一個工序;V型采用耐磨材料。



華爾網數控鋸切套絲打磨生產線產品特點:· 1、剪切后輥道采用進口PLC控制,移動式軌道加固定擋板,精度高;· 2、液壓式剪切系統,故障率低,可靠性高,剪切能力強;· 3、多擋板設計,定位速度快,效率高;· 4、雙向收料機構,成品存放量提高一倍;· 5、配置套載,可大大提高材料的利用率;· 6、控制系統:匯川PLC,匯川變頻器,威倫觸摸屏。技術參數配置:● 剪切鋼筋直徑范圍:Φ12~40mm;● 剪切長度范圍:1~12m;● 剪切精度:±5mm;● 剪切頻率:20次/分● 輸送速度:1.92m/s● 操作人數:2人● 設備功率:25.5KW● 設備外形尺寸:28m×3.3m×2.5m ● 電控系統:380V,50~60HZ ● 液壓系統:系統壓力31.5Mpa,液壓站電機18.5KW● 剪切能量表(三級鋼,57kg/mm2)(注意:剪切鋼筋數量要在能量級以內)
