





簡約不浮華,不簡單實用。我們的實力雄厚的水下勘察生產廠家產品視頻用直觀的方式展現產品的實用性和價值。
以下是:實力雄厚的水下勘察生產廠家的圖文介紹
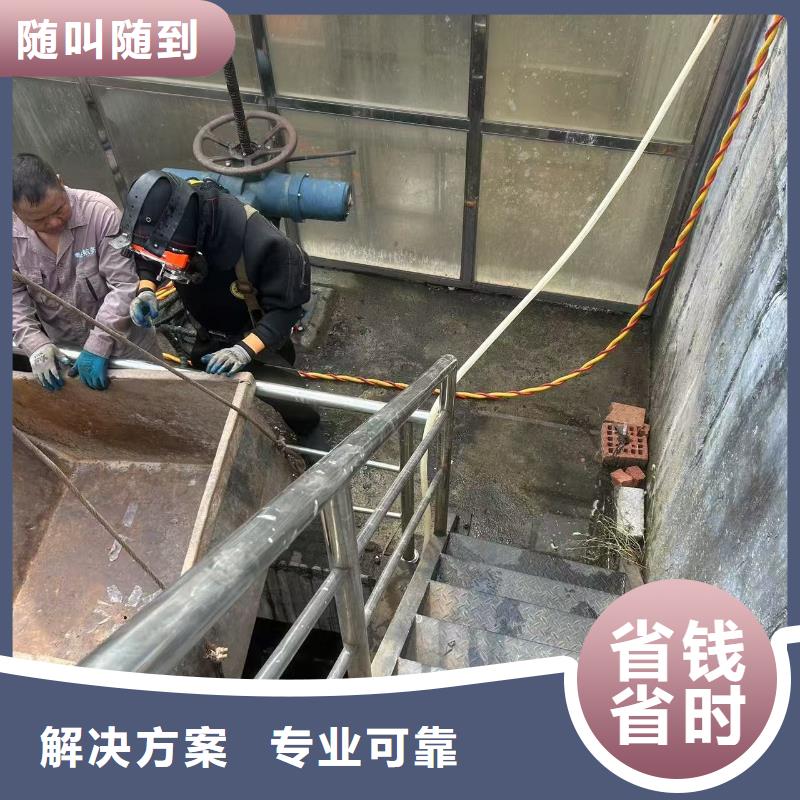
盛龍水下堵漏封堵切割打撈焊接作業工程有限公司生產員100余人,其中工程技人員50人,廠房面積11000平方米,同時在全國各地設有分公司和銷售服務網點,確保在 湖州安吉潛水打撈救援售前、售中、售后為合作伙伴提供全套 湖州安吉潛水打撈救援解決方案。



水下焊接特點
水下環境使得水下焊接過程比陸上焊接過程復雜得多,除焊接技術外,還涉及到潛水作業技術等諸多因素,水下焊接的特點是:
1、可見度差,水對光的吸收、反射和折射等作用比空氣強得多,因此,光在水中傳播時減弱得很快。另外焊接時電弧周圍產生大量氣泡和煙霧,使水下電弧的可見度非常低。在淤泥的海底和夾帶沙泥的海域中進行水下焊接,水中可見度就更差了。
2、焊縫含氫量高,氫是焊接的大敵,如果焊接中含氫量超過允許值,很容易引起裂紋,甚至導致結構的破壞。水下電弧會使其周圍水產生熱分解,導致溶解到焊縫中的氫增加,水下焊條電弧焊的焊接接頭質量差與氫含量高是分不開的。
3、冷卻速度快,水下焊接時,海水的熱傳導系數高,是空氣的20倍左右。若采用濕法或局部法水下焊接時,被焊工件直接處于水中,水對焊縫的急冷明顯,容易產生高硬度淬硬組織。因此,水下堵漏只有采用干法焊接時,才能避免冷效應。
4、壓力的影響,隨著壓力增加,電弧弧柱變細,焊道寬度變窄,焊縫高度增加,同時導電介質密度增加,從而增加了電離難度,電弧電壓隨之升高,電弧穩定性降低,飛濺和煙塵增多。
水下環境使得水下焊接過程比陸上焊接過程復雜得多,除焊接技術外,還涉及到潛水作業技術等諸多因素,水下焊接的特點是:
1、可見度差,水對光的吸收、反射和折射等作用比空氣強得多,因此,光在水中傳播時減弱得很快。另外焊接時電弧周圍產生大量氣泡和煙霧,使水下電弧的可見度非常低。在淤泥的海底和夾帶沙泥的海域中進行水下焊接,水中可見度就更差了。
2、焊縫含氫量高,氫是焊接的大敵,如果焊接中含氫量超過允許值,很容易引起裂紋,甚至導致結構的破壞。水下電弧會使其周圍水產生熱分解,導致溶解到焊縫中的氫增加,水下焊條電弧焊的焊接接頭質量差與氫含量高是分不開的。
3、冷卻速度快,水下焊接時,海水的熱傳導系數高,是空氣的20倍左右。若采用濕法或局部法水下焊接時,被焊工件直接處于水中,水對焊縫的急冷明顯,容易產生高硬度淬硬組織。因此,水下堵漏只有采用干法焊接時,才能避免冷效應。
4、壓力的影響,隨著壓力增加,電弧弧柱變細,焊道寬度變窄,焊縫高度增加,同時導電介質密度增加,從而增加了電離難度,電弧電壓隨之升高,電弧穩定性降低,飛濺和煙塵增多。



一般而言,水下作業過程多從用光纖激光切割鑄鐵件的邊緣開始,向中心光纖激光切割,直至斷裂;但有時由于結構特點或地理環境的限制,需要從中心開始用光纖激光切割。當從鑄鐵件邊緣開始用光纖激光切割時。 開始時,切割條的端部接觸鑄鐵件的邊緣,空間為四邊形光纖激光切割面,使切割條的內孔進入鑄鐵件的邊緣凸線,然后重合閘起弧。采用接觸法引弧,開始時無需移動切割條,直到鑄鐵件邊緣形成凹形口,然后慢慢向中心移動。 一開始所有正常的光纖激光切割;也可以在邊緣附近(離邊緣不超過10超過10毫米)引弧,引弧后迅速向邊緣移動,使邊緣形成凹口,然后慢慢向中心切割光纖激光。從中心開始切割光纖激光比從邊緣開始切割光纖激光容易。


