


【新品發布,視頻先行!】珩磨管【油缸管】一對一為您服務產品,等你來探!
以下是:珩磨管【油缸管】一對一為您服務的圖文介紹

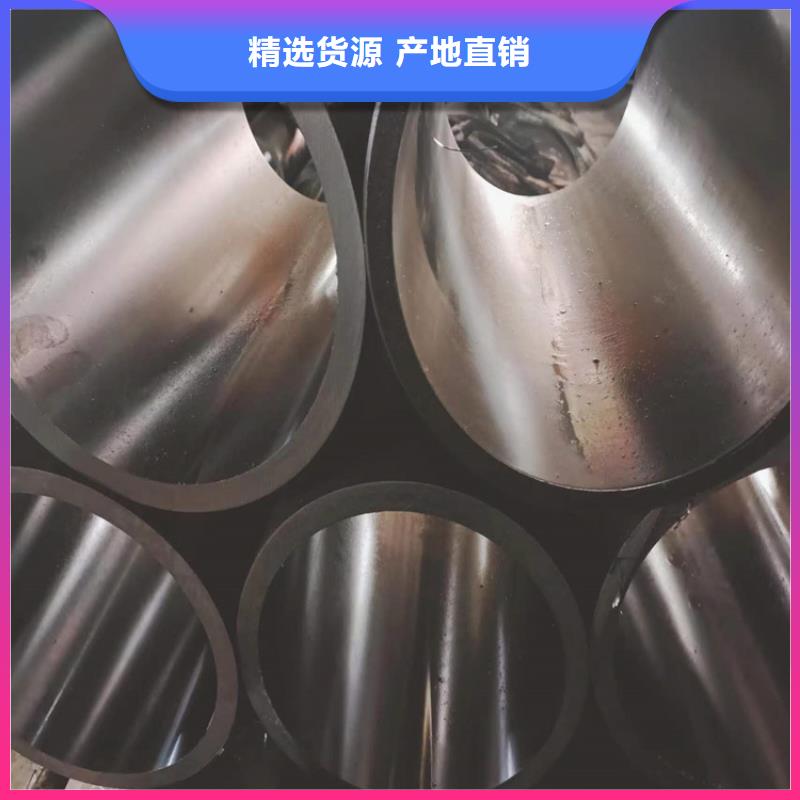
厚壁絎磨管加工內孔一般采用鏜削、珩磨管鉸孔厚壁油缸管是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;絎磨鋼管要承受很大的液壓力,因此,應有足夠的強度和剛度。絎磨與內圓磨不同,加工是用一珩磨頭伸進孔內,然后由機器帶動旋轉,往復,并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產,如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的,生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點,不過比起內圓磨的方式還是要快很多.精度方面不是什么問題,比起內圓磨有過之而無不及.


如何給珩磨管設置定壓1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率降低。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也小。因此,油石磨粒脫落少,此時磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續珩磨時油石和孔表面的接觸面積越來越大,細的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當于拋光。若繼續珩磨,油石堵塞嚴重而產生粘結性堵塞時,油石完全失去切削能力并嚴重發熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結束珩磨。



九冶管業有限公司專注 金華磐安研磨管多年,為客戶持續創造更大價值。公司牢固樹立“質量優先,用戶至上,服務周到,誠實守信”的經營理念,始終堅持“做一單生意, 交一方朋友,樹一面旗幟,興一地市場”的經營原則,致力為用戶提供高質量的 金華磐安研磨管產品以及高品質的服務, 并熱忱歡迎全國廣大用戶和新老朋友考察指導。


珩磨管的實用性如何。珩磨管的工作其實說簡單點就是為了減少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎樣工作的,下面我們就簡單的來了解一下珩磨管是怎樣工作的吧。在珩磨管工作的時候,會有一個砂條。砂條上會放上很多磨粒,如果給這些磨粒夠多的壓力,那么珩磨管就會以相應的速度,然后對工件的表面進行摩擦。這樣的擠壓和掛側就可以細細的減少工件的表面粗糙程度。還有就是在砂條運轉和上下運動的時候,那些磨粒會在表面形成相應運動軌跡。珩磨管的切速是比較低的,這樣就能夠大大增加珩磨的效率。1.珩磨管,其用珩磨機來珩磨的話,那么,其在內孔直徑上,可以達到多少?珩磨機的珩磨,其是通過珩磨油石條來進行,并對所要珩磨的表面進行修整研磨,達到預期加工效果。所以,對通過珩磨機珩磨得到的珩磨管,其在內孔直徑上,一般的,是為5到500毫米這一范圍內。2.在液壓缸筒的生產制造上,其是否有珩磨工序?此外,珩磨管,其是否可以當作油缸管來使用?



