




銷售水下除污的廠家視頻中的每一個細節,都仿佛在訴說著產品的故事,讓你在欣賞的同時,也能深深地感受到它的價值與意義。
以下是:銷售水下除污的廠家的圖文介紹

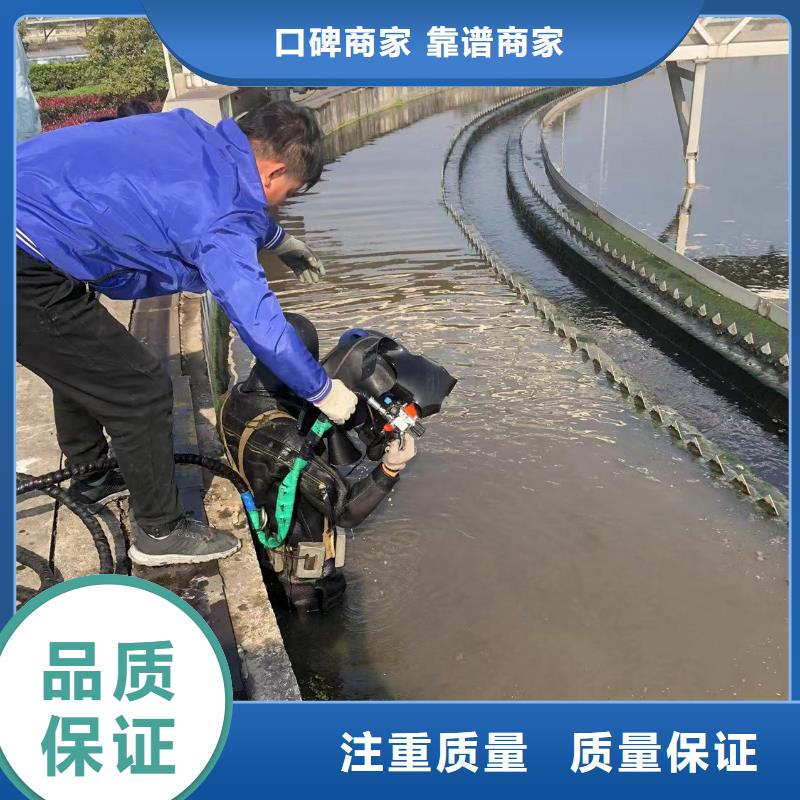
水下切割加深法是指在水下切割開始時,水下切割帶不斷地伸進水下切割縫隙中,使水下切割縫隙不斷地加深,直至水下切割穿入,如此往復,終將水下切割入。本方法適用于支承水下切割法一次水下切割不易水下切割的厚板或層板。作業時割條上下移動協調,使弧線平穩燃燒。 水下電弧-氧切可根據切割的部位或結構在水下進行,分為平割、立割、橫割和仰割等作業技術。橫割作業是平割和立割作業在橫向被割的部位或結構上的應用,仰割作業不適合在此部位進行。 在水下切割作業中,許多魚都處于懸吊狀態,如果直接進行切割,會給懸吊潛水員帶來極大的危險,切割效率較低。所以,首先要使潛水員身體穩定,盡量安裝工作臺,如果沒有安裝工作臺的話,可以做一個吊籃,讓潛水員站在吊籃內進行切割。此外,纜繩還可以用來固定身體。


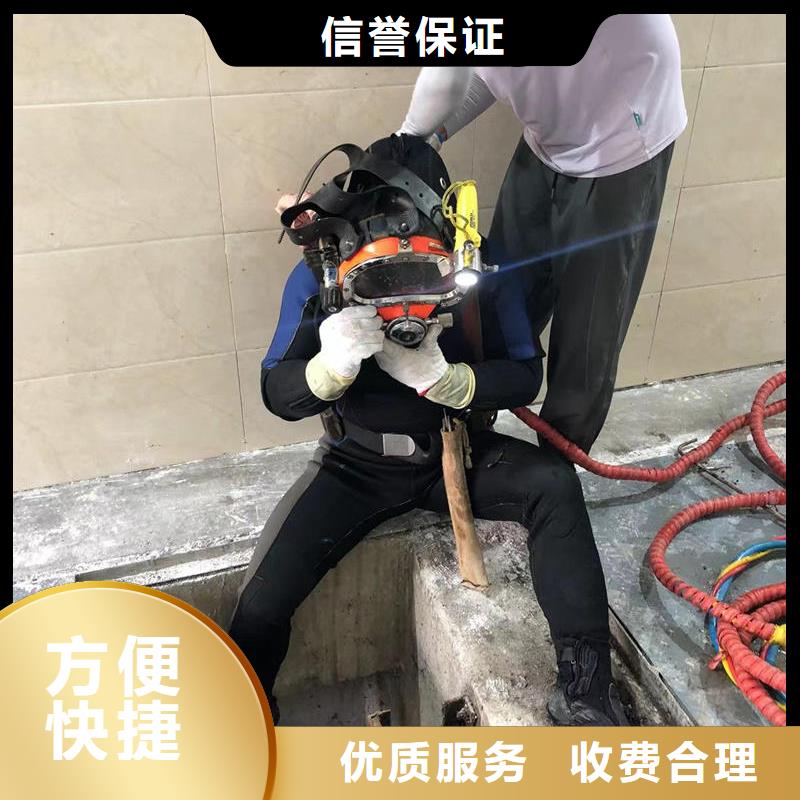
濕法焊接是焊工在水下直接施焊,而不是人為地將焊接區周圍的水排開的水下焊接方法。 電弧在水下燃燒與埋弧焊相似,是在氣泡中燃燒的。焊條燃燒時焊條上的涂料構成套筒使氣泡安穩存在,因此使電弧安穩,如圖8-1所示。為了讓焊條在水下穩定地燃燒,必須在焊條芯上涂有一定厚度的藥包,并用白臘或其它防水材料浸漬,使焊條具有良好的抗水性能。氣泡由氫、氧、水蒸氣和由焊條藥皮燃燒發作的氣泡;渾濁的煙霧生的其他氧化物。為戰勝水的冷卻和壓力作用構成的引弧及穩弧艱難,其引弧電壓要高于大氣中的引弧電壓,其電流較大氣中焊接電流大15%~20%。 與干式和某些干式焊接相比,水下濕法焊接應用Z多,但性較差。由于水具有導電性,因此防觸電成為濕法焊接的首要伺題之一。事故因素是水下焊接和切割。 水下焊接和切割的危險因素是電弧或氣體火焰在水下使用,與大氣焊接或通常潛水相比更危險。



盛龍水下堵漏封堵切割打撈焊接作業工程有限公司是【廣西貴港潛水打撈救援】等產品專業生產加工的廠家,擁有完整、科學的質量管理體系。盛龍水下堵漏封堵切割打撈焊接作業工程有限公司的誠信、實力和【廣西貴港潛水打撈救援】產品質量獲得業界的認可。




