
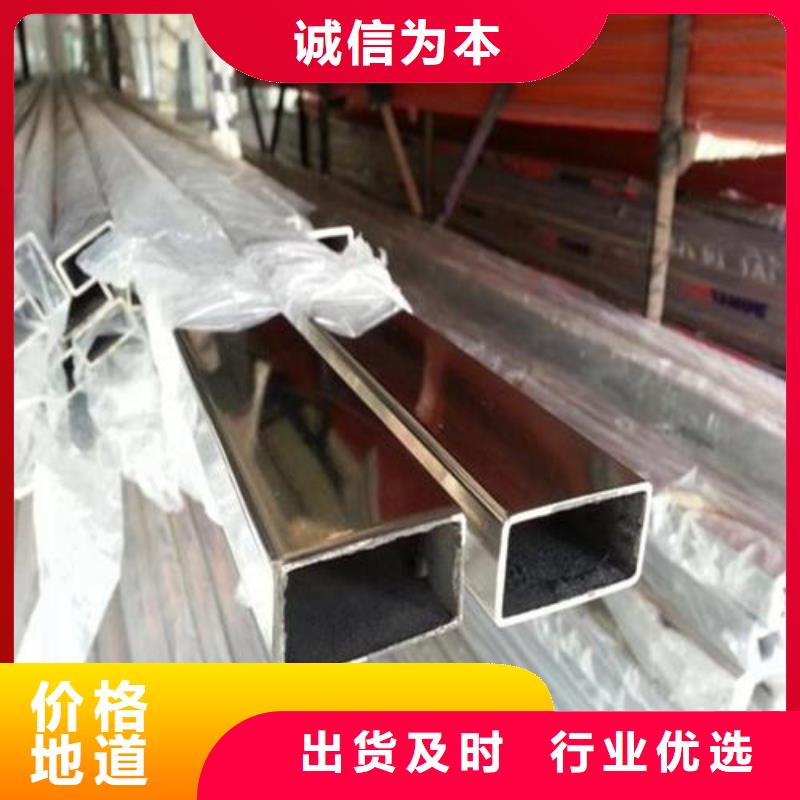


清理焊接304不銹鋼管件的表面 應當在干燥條件下進行正規清理
不銹鋼衛生管件表面處理方法:
為了處理清理焊接304不銹鋼管件表面,去除變色和重新恢復耐腐蝕性能,現在有許多后部處理和手段。再這里我們應當304不銹鋼管件區別化學方法和機械方法。
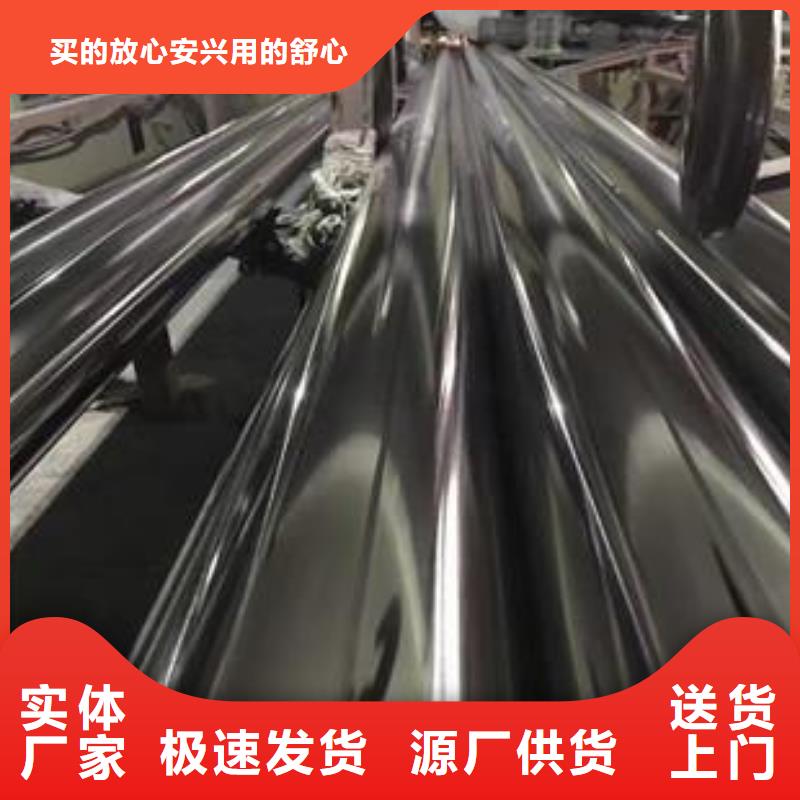
不銹鋼衛生管件化學方法有:酸洗(通過浸沒,用酸洗膏或噴霧),輔助鈍化(酸洗后)和電解拋光。
304不銹鋼管件機械方法有:噴砂清理,用玻璃或陶瓷微粒噴丸清理,湮沒,刷洗和拋光。
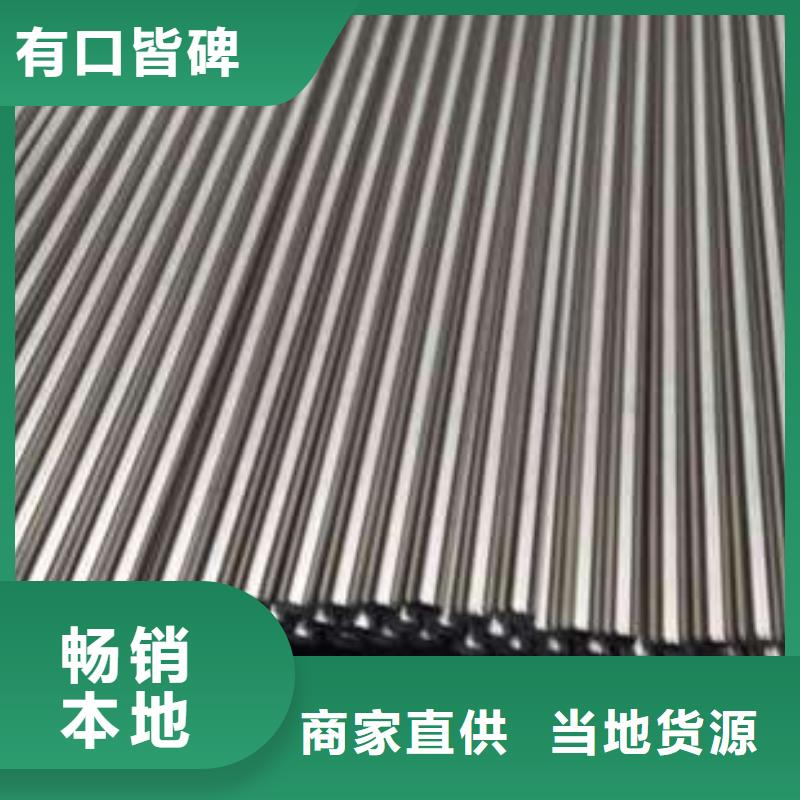
雖然所有的方法都能產生焊縫的接縫,沒有一種機械后部處理會提供適合苛刻用途的腐蝕性能。使用化學方法去除清理焊接304不銹鋼管件表面的氧化物和其他污染物,同時用機械方法有可能擦去以前被的材料、拋光材料或湮沒材料造成的污染。所有各種污染尤其是外來鐵顆粒都可能成為腐蝕的來源,特別是在潮濕環境中。因此,機械清理清理焊接無錫金哲304不銹鋼管件表面 應當在干燥條件下進行正規清理。
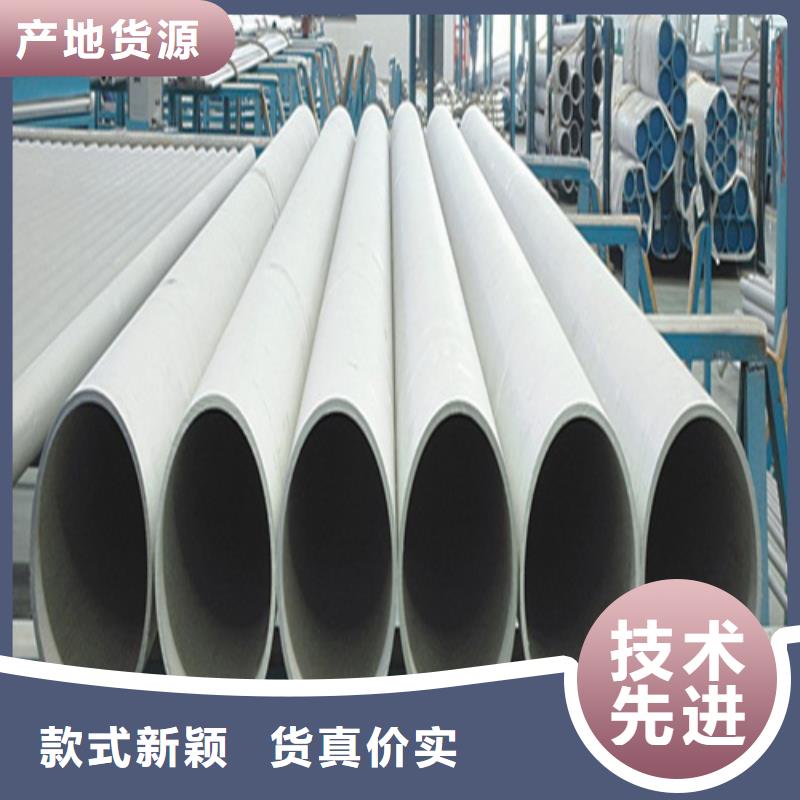
酸洗之后,為了去除所有的污染物和酸洗殘留物,用水進行適當的沖洗非常重要。終沖洗應當軟化水進行,以避免鈣色斑和污染物嵌入不斷增加的氧化層中,氧化層是建立鈍化層所必不可少的。



清理焊接304不銹鋼管件的表面 應當在干燥條件下進行正規清理
不銹鋼衛生管件表面處理方法:
為了處理清理焊接304不銹鋼管件表面,去除變色和重新恢復耐腐蝕性能,現在有許多后部處理和手段。再這里我們應當304不銹鋼管件區別化學方法和機械方法。
不銹鋼衛生管件化學方法有:酸洗(通過浸沒,用酸洗膏或噴霧),輔助鈍化(酸洗后)和電解拋光。
304不銹鋼管件機械方法有:噴砂清理,用玻璃或陶瓷微粒噴丸清理,湮沒,刷洗和拋光。
雖然所有的方法都能產生焊縫的接縫,沒有一種機械后部處理會提供適合苛刻用途的腐蝕性能。使用化學方法去除清理焊接304不銹鋼管件表面的氧化物和其他污染物,同時用機械方法有可能擦去以前被的材料、拋光材料或湮沒材料造成的污染。所有各種污染尤其是外來鐵顆粒都可能成為腐蝕的來源,特別是在潮濕環境中。因此,機械清理清理焊接304不銹鋼管件表面 應當在干燥條件下進行正規清理。
酸洗之后,為了去除所有的污染物和酸洗殘留物,用水進行適當的沖洗非常重要。終沖洗應當軟化水進行,以避免鈣色斑和污染物嵌入不斷增加的氧化層中,氧化層是建立鈍化層所必不可少的。



國內304不銹鋼管鋼市需求也存在一定的回暖預期。不過,短期現實情況依然是在投資下行以及工業低迷的形勢下,國內需求持續疲 弱,社會庫存進一步下降困難,市場預期與實際情況處在背離狀態,鋼價短期弱勢局面也依然難改。據筆者分析,一方面在于鋼材市場在現階段繼續下跌 空間暫無,后期觸底反彈的幾率增加,為此對于礦價的打壓力度有所減小。另一方面受到合金圓鋼市場供需面因素影響,無論后期礦價上漲還是下跌,需求方采購現貨 資源是有效的避險方式,為此從進口礦港口庫存量減少情況以及后期資源預計到港量來看,可售現貨資源的緊俏狀況決定了市場價格難有大幅下調,短線處于 橫盤整理狀態。從近期鐵礦石市場期、現貨狀況來看,整體市場持續下調條件不足,震蕩格局有所延續。焦炭市場弱穩運行,市場成交尚可。鋼市延續走弱,市場悲觀氛圍蔓延至焦炭行業,部分鋼廠欲打壓焦炭價格,但各地焦企開工率并不高,廠里庫存亦多低位運行,廠家抵抗心里較強,市場博弈較為激烈,貿易商參市積極性不大。而港口方面,天津港、連云港成交不佳,市場觀望氣氛濃。304不銹鋼管市場維持穩中偏弱運行。



江海龍鋼鐵 有限公司始終堅持以用戶至上,質量至上,信譽至上,服務至上為經營方針,我們將以優良的 四川綿陽石油套管產品和好的服務與各界朋友真誠合作,共圖發展,并且以優越的條件與貢獻社會的理念,竭誠歡迎廣大新老客戶來我公司視察,探討合作,我們將竭盡全力為您提供服務,攜手共進,共創輝煌!


不銹鋼管焊接施工技術
1.焊接要點Ⅰ.底層焊接時,坡口兩側粘貼的白膠布應反帖,否則焊前須用丙酮清洗干凈。
II.焊接時選用較少的線能量,焊絲前端(受熱端)須處于氣體保護中,以連續送絲為宜,斷續送絲,不銹鋼焊管同時應避免用焊絲攪拌熔池。焊接全過程均宜采用短弧焊接,控制好層間溫度。收弧時將弧坑填滿,且滯后30S停氣,防止熱裂紋產生。
III.所用鎢極應避免與熔池和焊絲接觸,盡可能縮短電弧長度,防止焊縫夾鎢。
IV.保證合適的焊接速度。速度慢,焊縫金屬線能量較大,使焊縫金屬合金元素燒損較多,焊接熱影響區產生過熱組織,故晶粒粗大,不銹鋼焊管焊接接頭物理性能下降;速度快,熔池保護不好,熔池金屬冶金反應差,焊縫溫度偏低,焊縫邊緣熔合不好,易產生弧坑裂紋。
2, 焊接施工管理施工人員應使用專用手套,組對時采用夾具固定,收弧時注意填滿弧坑,防止產生弧坑裂紋,不銹鋼焊管焊接部位設置檔風板擋風,焊縫寬度差在在1~2毫米為宜,余高要求為0~1.6毫米,焊縫表面不得有裂紋,未焊透咬邊,表面氣孔,夾渣等缺陷,對焊縫進行射線探傷,角焊縫進行滲透。
3, 焊接質量情況現場施焊的焊縫經射線探傷檢查,不銹鋼焊管一次合格率,焊縫表面質量檢查達到合格要求。


