


聯系我們

當前位置:
聊城 辰昌盛通金屬材料有限公司
三明本地熱動態
管母線黃銅帶懂您所需
更新時間:2025-02-06 04:31:56 瀏覽次數:19 公司名稱:聊城 辰昌盛通金屬材料有限公司
以下是:管母線黃銅帶懂您所需的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 100/米 |
| 發貨期限 | 3 |
| 供貨總量 | 10000 |
| 運費說明 | 先付 |
| 最小起訂 | 6米 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 6063G |
| 產品品牌 | 辰昌盛通 |
| 產品規格 | 40-350 |
| 發貨城市 | 山東 |
| 產品產地 | 濟南 |
| 加工定制 | 是 |
| 產品型號 | 40-350 |
| 可售賣地 | 濟南 |
| 產品重量 | 1 |
| 產品顏色 | 銀白色 |
| 質保時間 | 365天 |
| 外形尺寸 | 150 |
| 適用領域 | 導電 |
| 是否進口 | 是 |
| 質量認證 | A |
| 產品功率 | a |
| 工作溫度 | 621 |
以下是:管母線黃銅帶懂您所需的圖文視頻



今年在福建省三明市購買管母線黃銅帶懂您所需有了新選擇,辰昌盛通金屬材料有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的管母線黃銅帶懂您所需產品。如需購買或咨詢,請隨時聯系我們,聯系人:王欣-13686355178,QQ:1978623870,地址:聊城經濟技術開發區1號路東發貨到福建省 三明市 梅列區、三元區、明溪縣、清流縣、寧化縣、大田縣、尤溪縣、沙縣區、將樂縣、泰寧縣、建寧縣、永安市。 福建省,三明市 三明市,福建省轄地級市,位于福建省西部和西北部,東依福州市,西毗江西省,東南鄰泉州市,西南接龍巖市,北傍南平市,總面積22965平方千米。截至2021年底,三明市轄2個區、8個縣,代管1個縣級市。 市人民政府駐三元區新市北路412號。截至2022年末,三明市常住人口245.5萬人,常住人口城鎮化率為64.4%。
管母線黃銅帶懂您所需視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:管母線黃銅帶懂您所需的圖文介紹
如何防止鋁合金管母線在焊接的時候變形- 來源: 中國金屬資訊網 發布人: newsh 大中小摘要: 熔化狀態的鋁合金在凝固結晶過程中,其體積大約減少6%,在此過程中所產生的收縮應力可能會導致焊接接頭的變形。熔化狀態的鋁合金在凝固結晶過程中,其體積大約減少6%,在此過程中所產生的收縮應力可能會導致焊接接頭的變形。焊接變形造成焊接結構尺寸形狀超差,焊接結構組裝配合困難,焊接變形過大或矯正無效,有可能使產品報廢,造成經濟損失。鋁及鋁合金焊接產品當中目前都以薄板構件居多,在焊接過程中更易發生變形,因而有效地控制其變形就顯得尤為重要。控制變形與正確的結構設計,接頭的準備和裝配,焊接方法的選擇和正確的焊接次序有關。為了使變形減至小,零件設計時,應該將焊縫減至少并且合理布置焊縫位置,如果是在剛性的區域局部焊接,如在邊棱或拐角處焊接,將會使變形很小,焊縫應該遠離強烈的冷作硬化區。合理選擇焊接工藝,可以使變形減至小,如選用熱輸入集中的焊接方法,單邊焊時采用反變形法,雙面焊時使焊縫的每一邊都熔敷上等量的金屬。正確的焊接順序是控制和減少變形的主要方法。它使焊接變形消失于焊接過程中,或使不同時期、福建三明不同位置產生的焊接變形相反、福建三明相消,從而達到控制焊接變形的目的。設計焊接順序時可以考慮以下幾點:(1)一般應從中心向外進行焊接;(2)具有 收縮的焊縫先焊;(3)如有可能,為了平衡收縮,對于一個結構的兩邊焊接應該同時進行;(4)焊縫應分布在結構的兩邊,焊接時,焊道要兩邊交替焊接,以平衡應力。若條件允許,應盡量采用分段逆焊技術;(5)對于一個焊道,一旦開始焊接后,就不要間斷,一直焊完。采用工裝夾具對焊件進行剛性固定之后再實施焊接,這也是防止變形的有效措施,且不分考慮焊接順序。但是對于一些大的、福建三明形狀復雜的焊件來說,夾具的制造比較麻煩,而且撤除固定之后,焊件還有少許變形。因此,這種方法更適用于一些小的,形狀規則的焊件焊接。如果焊件尺寸大、福建三明形狀復雜,又是成批生產,則可以設計一個能夠轉動的專用焊接模具,既可以防止變形,又能提高生產率。在實際焊接生產中,控制變形的方法還有很多,而且在運用時,常常多是聯釆用,而不是單獨采用。因此要具體問題具體分析。


工業鋁鎂合金管 鋁錳合金管 管母線切割的時候有哪些需要注意事項?我們知道工業鋁鎂合金管 鋁錳合金管 管母線比較長,通常是6米一支的,那么大部分的客戶在買之后都不需要這么長,這個時候就需要根據實際尺寸進行鋸切。那么在切割工業鋁鎂合金管 鋁錳合金管 管母線時應該注意什么呢?今天錦鋁金屬鋁鎂合金管 鋁錳合金管 管母線共享工業鋁鎂合金管 鋁錳合金管 管母線切割需要注意的事項工業鋁鎂合金管 鋁錳合金管 管母線切割:
1. 選擇專業的鋸片,因為工業鋁鎂合金管 鋁錳合金管 管母線的硬度沒有鋼材那么大,鋸開比較容易,但是因為硬度不夠大,容易粘鋁,所以鋸片一定要鋒利,使用一段時間后更換。
2. 選擇合適的潤滑油。如果不使用潤滑油直接切割,鋁鎂合金管 鋁錳合金管 管母線切割面會有很多毛刺,很難處理干凈。鋸片很疼。金鋁鎂合金管 鋁錳合金管 管母線共享工業鋁鎂合金管 鋁錳合金管 管母線切割需要注意的事項
3 .大多數工業鋁鎂合金管 鋁錳合金管 管母線都是直角切割,有的需要切割斜角,45角比較常見。切割斜角時,要控制好角度, 使用數控鋸床。就是這樣。



材料是飛機結構的基礎,鋁鎂合金管 鋁鎂合金 稀土合金管母線由于其具有比強度高、福建三明當地成形和加工性能好、福建三明當地耐腐蝕性能好等特點,將作為非常重要的飛機結構材料,在大飛機結構中占有很大的使用比例。國外大型民用客機從波音707發展到現在以波音787和A380為代表的新一代大型民機,從舒適性、福建三明當地性、福建三明當地經濟性等主要考核民機性能指標上,發生了很大的變化,設計方法也從靜強度設計、福建三明當地到破損設計、福建三明當地到現在的損傷容限設計,其采用的材料也從片面追求高強度、福建三明當地到要求疲勞強度較好的材料、福建三明當地到除考慮損傷容限之外,同時考慮抗蝕性和低成本的新要求,因此主體結構材料也發生了很大的變化,特別是隨著先進復合材料用量大幅度增加,對傳統輕質合金的用量沖擊很大,如B787飛機的復合材料用量達50%,而鋁鎂合金管 鋁鎂合金 稀土合金管母線的用量只有20%。目前正在使用的民用客機如大型客機A380,鋁鎂合金管 鋁鎂合金 稀土合金管母線還占著主導作用。波音777是美國波音公司90年代推出的大型民用客機,采用的材料多是80年代末90年代初比較成熟的材料,或90年代商品化的材料。因此,它的選材具有一定的代表性。分析國際主要大型民用客機制造企業的機型可以看出,超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線作為飛機的結構材料仍然占據著非常重要的地位。結合我國大力發展民用大型客機的總體形勢可以看出,超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線在航空領域也是有著很廣闊的市場應用前景。復合材料在航天結構上的應用擴大,鋁鎂合金管 鋁鎂合金 稀土合金管母線在以固體火箭發動機為動力的戰略導彈上的應用明顯減少。但在今后相當長時問內,超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線仍然是運載火箭、福建三明當地宇宙飛船和空間站等航天器的主體結構材料,也是導彈等武器系統的重要結構材料之一。目前國內、福建三明當地外飛船、福建三明當地航天飛機起結構件還是以鋁鎂合金管 鋁鎂合金 稀土合金管母線為主。超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線在建筑行業中的應用隨著建筑材料中綠色材料(減少材料使用量、福建三明當地可回收)要求的提高以及建筑行業中門窗面積的增大,尤其是在一些體育場館、福建三明當地展覽會場的建設中,輕質超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線型材的需求將十分巨大。超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線,可以應用于建筑業中需求輕質超高強度、福建三明當地高塑性型材的場合,如體育場館、福建三明當地展覽會館、福建三明當地臨時性住宅等的結構用材,還可應用于有一定承載要求的鋁鎂合金管 鋁鎂合金 稀土合金管母線建筑門窗和玻璃幕墻、福建三明當地陽臺護欄、福建三明當地廣告牌、福建三明當地交通橋梁設施。由于超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線的輕質高強度特性,將大大降低建筑物的整體重量,簡化建筑結構,減少建筑用材;由于材料的高塑性特性,將進一步使建筑的外觀結構多樣美觀化;由于材料良好的耐腐蝕性能,將減少建筑的維護成本。同時,由于鋁鎂合金管 鋁鎂合金 稀土合金管母線材料易于回收,將減少建筑垃圾,美化環境,從而大大降低建筑行業的能耗,實現節能減排的目標。超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線在其它行業中的應用超高強度鋁鎂合金管 鋁鎂合金 稀土合金管母線具有高強度、福建三明當地高硬度、福建三明當地低密度、福建三明當地優異的抗腐蝕性能等特點,使得其在促進節能減排,降低單位GDP能耗和增加經濟效益方面具有不可忽視的重要市場地位。其不僅可以應用在汽車、福建三明當地航空、福建三明當地航天、福建三明當地建筑等領域,而且可以應用于自行車、福建三明當地紡織工業、福建三明當地模具等行業



辰昌盛通金屬材料有限公司是一家專業(福建三明) 本地 福建三明紫銅排的生產制造、銷售、物流,國際貿易為一體的綜合企業。公司可定做各種(福建三明) 本地 福建三明紫銅排。常備庫存充足,公司目前擁有二十余條國內先進(福建三明) 本地 福建三明紫銅排生產線,生產工藝先進,技術力量雄厚,檢測手段齊全,產品質量優良,在行業中享有良好的聲譽和知名度。


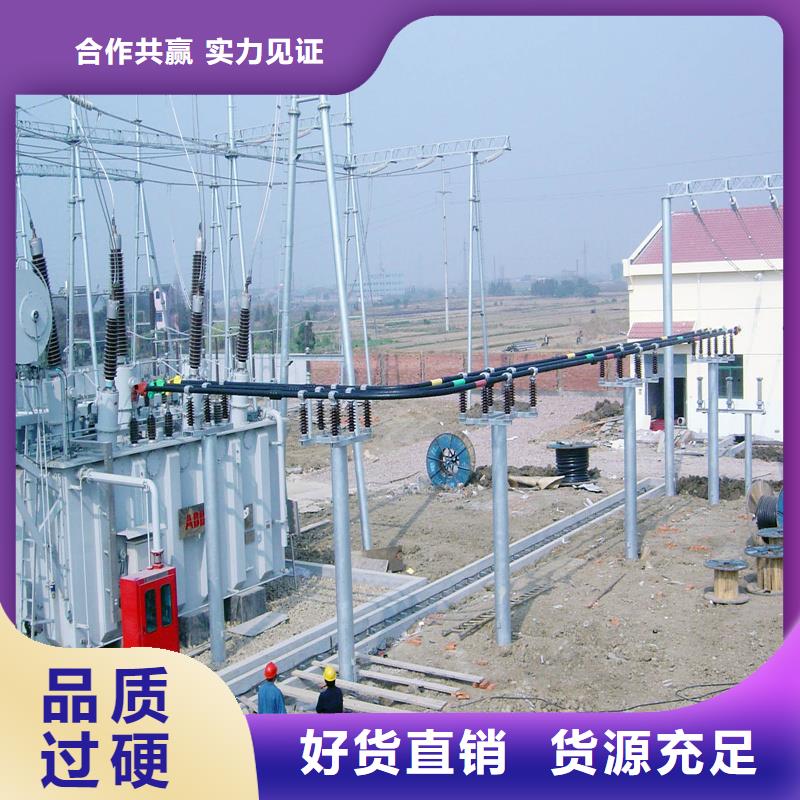
管型母線 系列產品:6063G(6063)鋁鎂合金管母線,LF21(3A21)鋁錳合金管母線,LDRE(6R05)鋁鎂硅合金管母線,6Z63(6063-Zr)耐熱鋁合金管母線 ,6063鋁鎂合金管管形母線、福建三明當地6063G鋁鎂合金管形母線、福建三明當地LF-21鋁錳合金管形母線、福建三明當地3A12鋁錳合金管形母線、福建三明當地LDRE鋁鎂硅合金管形母線、福建三明當地6R05鋁鎂硅合金管形母線、福建三明當地6Z63耐熱鋁合金管形母線如何優化鋁材擠壓和熱處理工藝- 來源: 網絡 發布人: Xiesh 大中小摘要: 對擠壓生產來說,擠壓溫度是基本的且關鍵的工藝因素。擠壓溫度對產品質量、福建三明當地生產效率、福建三明當地模具壽命、福建三明當地能量消耗等都產生很大影響。1.鑄錠加熱對擠壓生產來說,擠壓溫度是基本的且關鍵的工藝因素。擠壓溫度對產品質量、福建三明當地生產效率、福建三明當地模具壽命、福建三明當地能量消耗等都產生很大影響。擠壓重要的問題是金屬溫度的控制,從鑄錠開始加熱到擠壓型材的淬火都要保證可溶解的相組織不從固溶中析出或呈現小顆粒的彌散析出。6063合金鑄錠加熱溫度一般都設定在Mg2Si析出的溫度范圍內,加熱的時間對Mg2Si的析出有重要的影響,采用快速加熱可以大大減少可能析出的時間。一般來說,對6063合金鑄錠的加熱溫度可設定為:未均勻化鑄錠:460-520℃;均勻化鑄錠:430-480℃。其擠壓溫度在操作時視不同制品及單位壓力大小來調整。在擠壓過程中鑄錠在變形區的溫度是變化的,隨著擠壓過程的完成,變形區的溫度逐漸升高,而且隨著擠壓速度的提高而提高。因此為了防止出現擠壓裂紋,隨著擠壓過程的進行和變形區溫度的升高,擠壓速度應逐漸降低。2.控制鋁材擠壓速度擠壓過程中必須認真控制擠壓速度。擠壓速度對變形熱效應、福建三明當地變形均勻性、福建三明當地再結晶和固溶過程、福建三明當地制品力學性能及制品表面質量均有重要影響。擠壓速度過快,制品表面會出現麻點、福建三明當地裂紋等傾向。同時擠壓速度過快增加了金屬變形的不均勻性。擠壓時的流出速度取決于合金種類和型材的幾何形狀、福建三明當地尺寸和表面狀況。6063合金型材擠壓速度(金屬的流出速度)可選為20-100米/分。近代技術的進步,擠壓速度可以實現程序控制或模擬程序控制,同時也發展了等溫擠壓工藝和CADEX等新技術。通過自動調節擠壓速度來使變形區的溫度保持在某一恒定范圍內,可達到快速擠壓而不產生裂紋的目的。為了提高生產效率,在工藝上可以采取很多措施。當采用感應加熱時,沿鑄錠長度方向上存在著溫度梯度40-60℃(梯度加熱),擠壓時高溫端朝擠壓模,低溫端朝擠壓墊,以平衡一部分變形熱;也有采用水冷模擠壓的,即在模子后端通水強制冷卻,試驗證明可以提高擠壓速度30%-50%。近年來在國外用氮氣或液氮冷卻模具(擠壓模)以增加擠壓速度,提高模具壽命和改善型材表面質量。在擠壓過程中將氮氣引到擠壓模出口處放出,可以使被冷卻的制品急速收縮,冷卻擠壓模和變形區金屬,使變形熱被帶走,同時模子出口處被氮的氣氛所控制,減少了鋁的氧化,減少了氧化鋁粘接和堆積,所以氮氣的冷卻提高了制品的表面質量,可大大的提高擠壓速度。CADEX是近發展的一種擠壓新工藝,它擠壓過程中的擠壓溫度、福建三明當地擠壓速度和擠壓力形成一個閉環系統,以 限度地提高擠壓速度和生產效率,同時保證 良的性能。3.機上淬火6063-T5淬火是為了將在高溫下固溶于基體金屬中的Mg2Si出模孔后經快速冷卻到室溫而被保留下來。冷卻速度常和強化相含量成正比。6063合金可強化的小的冷卻速度為38℃/分,因此適合于風冷淬火。改變風機和風扇轉數可以改變冷卻強度,使制品在張力矯直前的溫度降至60℃以下。4.張力矯直型材出模孔后,一般皆用牽引機牽引。牽引機工作時在給擠壓制品以一定的牽引張力,同時與制品流出速度同步移動。使用牽引機的目的在于減輕多線擠壓時長短不齊和抹傷,同時也可防止型材出模孔后扭擰、福建三明當地彎曲,給張力矯直帶來麻煩。張力矯直除了可以使制品縱向形狀不整外,還可以減少其殘余應力,提高強度特性并能保持其良好的表面。5.鋁材人工時效時效處理要求溫度均勻,溫差不超過±3-5℃。6063合金人工時效溫度一般為200℃。時效保溫時間為1-2小時。為了提高力學性能,也有采用180-190℃時效3-4小時,但此時生產效率會有所降低。



聯系人:王欣,電話:13686355178,辰昌盛通金屬材料有限公司在福建省三明市本地專業從事管母線黃銅帶懂您所需,福建省三明市各個縣市以及周邊城市均可提供送貨上門服務!