


直縫焊管重量計算公式鋼制閥門來電咨詢視頻已經精心制作完成,它將以全新的方式展現產品的獨特魅力,讓您為之傾倒。
以下是:直縫焊管重量計算公式鋼制閥門來電咨詢的圖文介紹

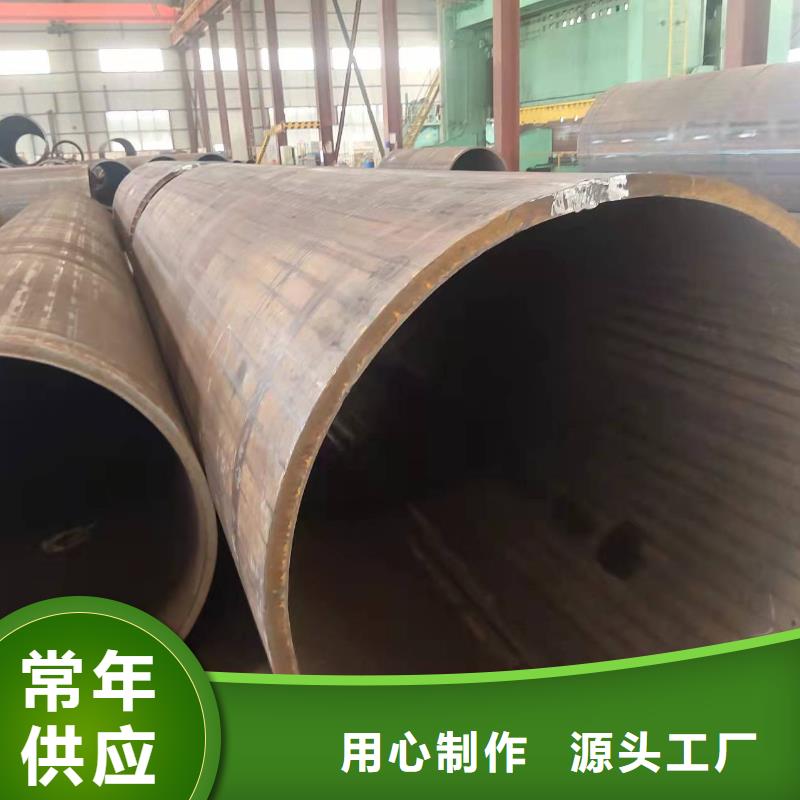
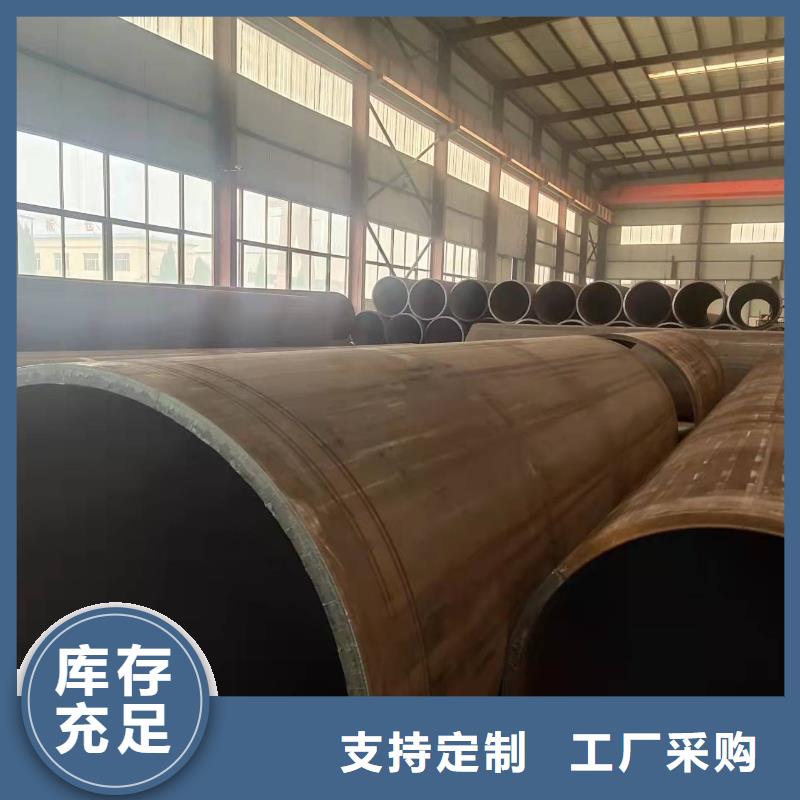
焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管 按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。 電焊鋼管:用于石油鉆采和機械制造業等。 爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家 生產工藝簡單,生產效率高,成本低,發展較快。 螺旋焊管 強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。


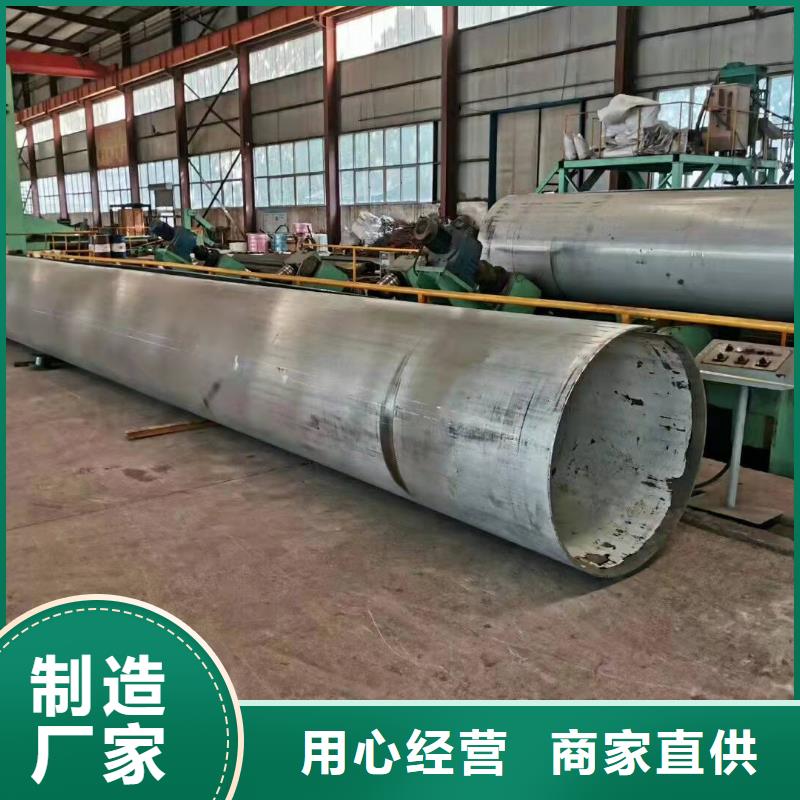
首先是將鋼板卷管由上游輥道進入矯直機入口輥道。當卷管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。 其次是當卷管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。管頭進入入口矯直輥中間位置時,入口快開缸閉合,卷管被咬入,同時入口第二段輥道下落。 其次是通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,卷管進入矯直過程。 其次是當管尾離開入口輥道中間位置傳感元件時,入口輥道 段上升。當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。



良好的社會信譽讓我們在過去的十幾年間發展壯大,成就了今天具有一定規模和生產實力的 廣東河源橋式濾水管生產廠家。于此,山特金屬制品有限公司更加注重塑造和維護良好的企業形象,始終堅持誠信經營、優質服務的經營理念,優質、開拓創新的企業精神服務于每位客戶,與客戶達成了良好的合作關系。我們在全國建立起了一個龐大的銷售網絡,但有所需,我們將竭誠為您服務并保證讓您滿意 。

