

我們的螺旋管-熱鍍鋅h型鋼專注品質視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:螺旋管-熱鍍鋅h型鋼專注品質的圖文介紹
對待客戶聚力群達金屬材料有限公司執行一貫性的態度,從上至下無論總經理還是普通員工,都重視并維護客戶的權益。公司始終秉承“誠實立身、信譽興業”的宗旨。以質量求生存,用誠信鑄品牌,用責任維護 吉林遼源光亮扁鋼品牌。


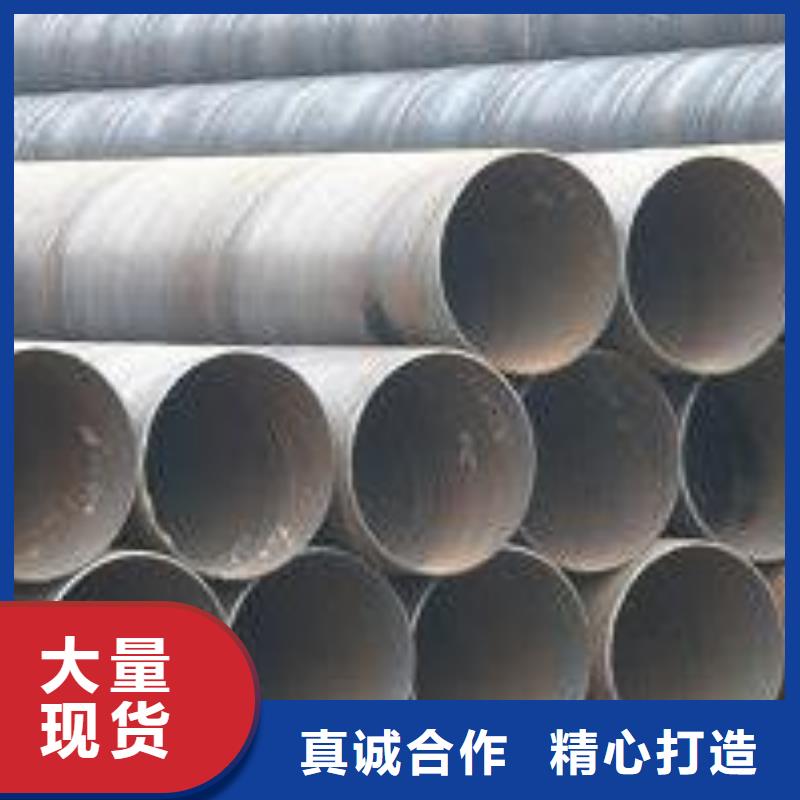
在將管坯的兩個邊緣加熱到焊接溫度之后,在壓輥的擠壓下,形成普通的金屬顆粒,使其滲透并結晶,從而后面形成牢固的焊縫。 如果螺旋管的按壓力過小,則共晶數變少,焊接金屬的強度降低,施加該力后會產生裂紋。 如果按壓力太大,熔融金屬會從焊縫中擠出。 不僅降低了焊接強度,而且產生了大量的內部和外部毛刺,甚至引起諸如焊縫的缺陷。
使用螺旋鋼管的質量要求:立管的垂直安裝每米應小于3毫米,水平安裝應小于1毫米。支管不得在焊縫處焊接,應避免在彎頭處焊縫。焊縫要求平直,焊縫飽滿,并且焊縫表面沒有燒傷或開裂。



9711標準:
9711標準也就是我們常說的國標,人們也習慣稱為國標螺旋焊管,主要應用于石油天然氣等行業,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
二、吉林遼源當地5037標準:
5037標準就是我們常說的部標,也是我們 的標準,然們習慣稱為部標螺旋焊管,主要是應用于壓力非常小的流體工程,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管廠家為了便利生產,一般都是按照實際壁厚生產,這一點一定要注意。



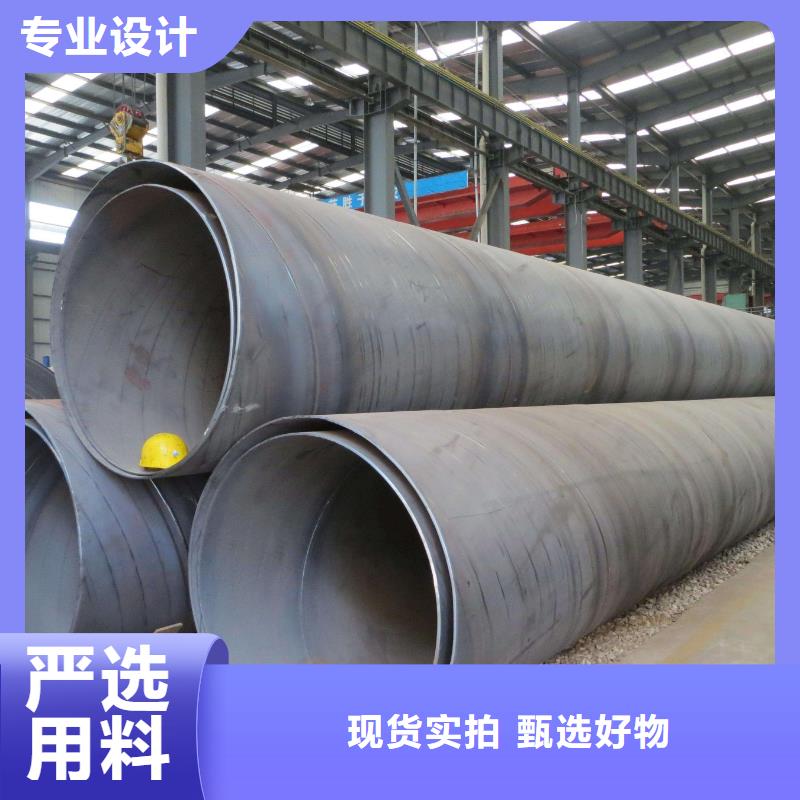
螺旋管成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢, 可滿足用戶在螺旋鋼管規格方面更多的要求。b. 采用先進的雙面埋弧焊的工藝,可在 位置實現焊接,不易出現錯邊、吉林遼源當地焊偏和未焊透等缺陷,容易控制焊接質量。c. 對鋼管進行100%的質量檢查,使鋼管生產的全過程均在有效的檢測、吉林遼源附近監控之下,有效地保證了產品質量。d. 整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數。



做抗拉實驗一方面查驗了原材料的質量,另一方面關于自已出產的螺旋管也有了確保,現在有些原材料供貨商拼價格,導致質量大幅下滑,直接導致螺旋鋼管的質量不保,更影響公司的名譽,所以出產廠家必需要測一測,試一試。
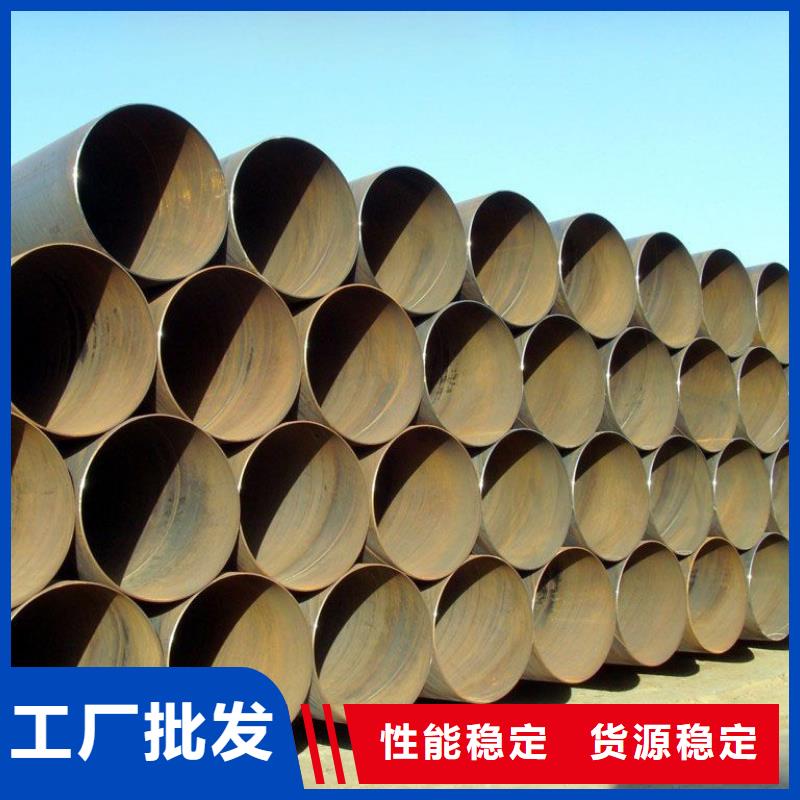
一般小口徑鋼管(是指從219-529)適用于帶鋼寬度在300-550之間,寬度大了出產粘結度不行,并且螺旋鋼管外觀不美觀,寬度窄了,螺旋鋼管成型難度大,出產出來后螺旋鋼管焊縫根本沒有視點,快成直角了,關于螺旋鋼管口徑在529-1000之間的根本用685--1100板寬,關于螺旋鋼管口徑在1500以上,必須用卷板。