
不要猶豫,花一分鐘時間觀看我們的【紫銅管壓花鋁板按需定制真材實料】產(chǎn)品視頻吧!您將發(fā)現(xiàn)更多令人贊嘆的細節(jié)和優(yōu)勢,為您的購買決策提供有力參考。
以下是:【紫銅管壓花鋁板按需定制真材實料】的圖文介紹

辰昌盛通金屬材料有限公司經(jīng)營宗旨:想用戶所想,急用戶所急,以真誠的服務(wù),高質(zhì)量,合理的 浙江麗水紫銅排價格,贏得廣大客戶的滿意和信賴。以 浙江麗水紫銅排市場為導向,以用戶滿意為目標,以結(jié)構(gòu)調(diào)整為主線,與客戶“雙贏”是企業(yè)永恒追求的目標,愿真誠與您攜手,共同發(fā)展,協(xié)同創(chuàng)造美好的明天!


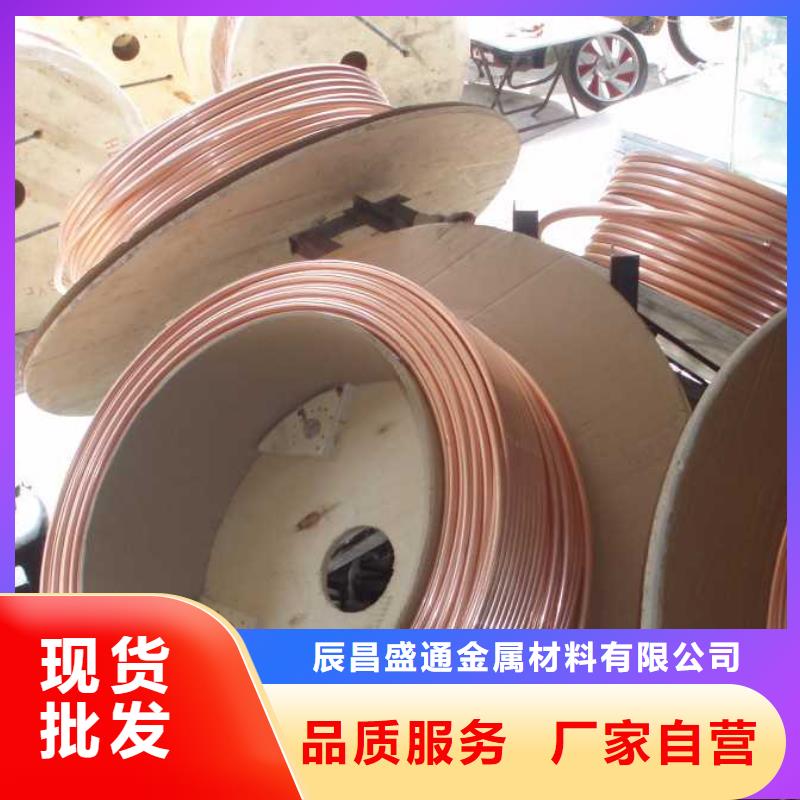
銅管質(zhì)地堅硬,不易腐蝕,且耐高溫、耐高壓,可在多種環(huán)境中使用。與此相比,許多其他管材的缺點顯而易見,比如過去住宅中多用的鍍鋅鋼管,極易銹蝕,使用時間不長就會出現(xiàn)自來水發(fā)黃、水流變小等問題。還有些材料在高溫下的強度會迅速降低,用于熱水管時會產(chǎn)生不隱患,而銅的熔點高達攝氏1083度,熱水系統(tǒng)的溫度對銅管不足道。 考古學家在埃及金字塔內(nèi)發(fā)現(xiàn)了距今4500年前的銅水管,至今還能使用。
重量較輕,導熱性好,低溫強度高。常用于制造換熱設(shè)備(如冷凝器等)。也用于制氧設(shè)備中裝配低溫管路。直徑小的銅管常用于輸送有壓力的液體(如潤滑系統(tǒng)、油壓系統(tǒng)等)和用作儀表的測壓管等。具備堅固、耐腐蝕的特性,而成為現(xiàn)代承包商在所有住宅商品房的自來水管道、供熱、制冷管道安裝的。



VRV銅管裝置技能、銅管焊接、裝置過程及留意事項
(一)基本要求
1、冷媒管道表里壁應枯燥和清潔。2、管道的方位和裝置標高契合規(guī)劃要求。3、管道曲折變形不超越1/3。 4、穿越樓板或墻體處,應設(shè)置維護套管,焊縫不得在套管內(nèi),穿外墻孔有必要密封,防雨。5、冷媒管裝置,焊接銅管時有必要充氮焊接,氮氣氣壓0.05~0.03Mpa;冷媒管道裝置結(jié)束后,應選用氮氣對體系進行吹凈,然后抽真空。
(二)銅管焊接
l、施工氣體品種
(1)、加熱用:工業(yè)氧氣0.3-0.4Mpa 液化(或)0.007-0.4Mpa (2)、氮氣(N 2 ):為避免銅管內(nèi)部氧化,對管內(nèi)充入氮氣。
2、焊接前預備
(1)、查看焊炬的銜接處和各氣閥的嚴密性,漏氣的有必要進行修補,并查看焊嘴有無阻塞現(xiàn)象。(2)、操作者預備所需的工夾具、釬料、釬劑等。(3)、銅管的焊接部位應無毛刺、無顯著變形、表里表面潔凈、無銹垢、無油脂等。
3、焊接過程
(1)、銅管應正派刺進規(guī)則深度,兩裝置件的中心線重合,焊接時應定位。為了確保裝置尺度正確,不能用手定位,避免加熱時銅管移動。(2)、裝置空隙過大時,可按要求恰當鉗小粗管口徑。
4、充氮維護
(1)、銅管在釬焊溫度下表面氧化劇烈,為有用削減銅管內(nèi)部氧化皮的發(fā)生,要求對銅管進行充氮維護。(2)、在銅管裝置后,對銅管接頭內(nèi)部充氮。(3)、對銅管充氮的辦法 氣壓0.05~0.3Mpa, 確保充入工件內(nèi)的氮氣流量為4~6L/min(手摸有氣流的感覺)。 裝置后開端充氮至焊后冷卻持續(xù)充氮10 秒以上。(4)、充氮的關(guān)鍵(見下圖)
a. 充氮時快速接頭和充應合上壓緊開關(guān),使氮氣悉數(shù)充入管內(nèi)。b. 充氮要確保氮氣到達各焊接接頭處,有用地排出空氣。 c. 接連充氮時必定要有出氣口,否則在焊接時氣體從接頭空隙處逸出,使焊接填料困難,并易發(fā)生氣孔。
5、焊接加熱留意:
(1)、釬焊為火焰硬釬焊,有必要恪守有關(guān)操作規(guī)則。(2)、加熱前承認銅管內(nèi)有氮氣流過。(3)、釬焊紫銅時,運用中性焰或細還原焰,一般選用外焰。銅管接頭處加熱應均勻,并留意依據(jù)管的材料尺度分配熱量。一般先預熱刺進管,使管合作嚴密;再沿接頭長度方向來回搖擺,使其均勻加熱到挨近釬焊溫度,然后盤繞銅管加熱至釬焊溫度(銅管為淺紅),一起釬料亦隨之盤繞參加,并均勻填滿接頭空隙,再漸漸移開焊炬,并持續(xù)參加少數(shù)釬料,構(gòu)成潤滑釬角。(4)、加熱時不能直接用火焰燒焊條,加熱時刻也不宜過久。(5)、焊接時要留意操控好火焰方向,避開膠套管、海綿、電線等。
6、焊后處理(冷卻)
(1)、焊后在管內(nèi)有氮氣維護的條件下,可對接頭處再次加熱至銅管變色(200-300℃),即進行退火處理。(2)、在焊縫徹底凝結(jié)曾經(jīng),不能移動焊件或使其遭到轟動。(3)、對選用水冷的焊件,應避免水進入銅管內(nèi)部,放置焊件時仍要避免銅管表面殘留水分流入管內(nèi)。
7、釬焊質(zhì)量及查驗
焊縫表面潤滑,填角均勻,自然地圓弧過渡。釬焊接頭無過燒、焊堵、裂紋、焊縫表面粗糙、燒穿等缺點。焊縫無氣孔、夾渣、未焊滿、虛焊、焊瘤等缺點。
8、不合管裝置
裝置Y 型不合管盡量使其不合管豎向或水平。水平放置時,傾斜度在±30以內(nèi)。放置在正確的方位后,充氮焊接。 不合管保溫。每對不合管均配有泡沫,用泡沫將不合管包好,上下泡沫用不干膠密封。泡沫部分和無泡沫部分均用保溫管包好。泡沫和保溫管對接部分用不干膠密封。留意: ①對多不合管路體系,每根管子都貼上標簽,使不合后的銜接收與室內(nèi)機對應,避免接錯。 ②不合管的進口側(cè),至少要有300mm 的直管段。
9、喇叭口加工的辦法:
(1)、弄直盤卷的銅管(2)、用切管器切管(3)、用擴孔器除掉管子切開面的毛刺(4)、用螺絲刀在端部輕敲以整理管子內(nèi)部(5)、刺進喇叭口螺母(6)、在銅管上裝好喇叭管東西(7)、對準擴孔器(8)、擴口(9)、取下喇叭管東西并查看喇叭管表面
(三)吹洗
在焊接完一段管路后,有必要對管路進行吹洗。 吹洗是用氮氣壓力去除管內(nèi)的外來物(塵埃,水份,焊接形成的等)。首要意圖是:
(1)、除掉管內(nèi)焊接時因為充氮維護焊缺乏形成的氧化物。(2)、除掉因不妥貯運而進入管內(nèi)的雜質(zhì)和水分。(3)、查看室內(nèi)機和室外機之間管道體系的銜接是否有大的走漏。
吹洗過程:
(1)、將壓力表裝在氮氣瓶上;(2)、壓力表高壓端接上小管(液管)的注氟嘴;(3)、用盲塞將室內(nèi)機A 側(cè)之外的一切銅管接口處阻塞好。(4)、翻開氮氣瓶閥,保持壓力在5 Kg/cm 2 。(5)、查看氮氣是否流過室內(nèi)機A 液管(6)、吹洗 用手中的絕緣材料抵住管口,當壓力大的無法抵住時,快速開釋絕緣物。再用絕緣物抵住管口,如此重復幾回,直到?jīng)]有沒有雜物吹出停止。(7)、封閉氮氣主閥(8)、對室內(nèi)機B 重復以上操作(9)、對液管吹洗結(jié)束后,再對氣管進行吹洗,吹洗過程跟吹洗液管過程相同。
(一)基本要求
1、冷媒管道表里壁應枯燥和清潔。2、管道的方位和裝置標高契合規(guī)劃要求。3、管道曲折變形不超越1/3。 4、穿越樓板或墻體處,應設(shè)置維護套管,焊縫不得在套管內(nèi),穿外墻孔有必要密封,防雨。5、冷媒管裝置,焊接銅管時有必要充氮焊接,氮氣氣壓0.05~0.03Mpa;冷媒管道裝置結(jié)束后,應選用氮氣對體系進行吹凈,然后抽真空。
(二)銅管焊接
l、施工氣體品種
(1)、加熱用:工業(yè)氧氣0.3-0.4Mpa 液化(或)0.007-0.4Mpa (2)、氮氣(N 2 ):為避免銅管內(nèi)部氧化,對管內(nèi)充入氮氣。
2、焊接前預備
(1)、查看焊炬的銜接處和各氣閥的嚴密性,漏氣的有必要進行修補,并查看焊嘴有無阻塞現(xiàn)象。(2)、操作者預備所需的工夾具、釬料、釬劑等。(3)、銅管的焊接部位應無毛刺、無顯著變形、表里表面潔凈、無銹垢、無油脂等。
3、焊接過程
(1)、銅管應正派刺進規(guī)則深度,兩裝置件的中心線重合,焊接時應定位。為了確保裝置尺度正確,不能用手定位,避免加熱時銅管移動。(2)、裝置空隙過大時,可按要求恰當鉗小粗管口徑。
4、充氮維護
(1)、銅管在釬焊溫度下表面氧化劇烈,為有用削減銅管內(nèi)部氧化皮的發(fā)生,要求對銅管進行充氮維護。(2)、在銅管裝置后,對銅管接頭內(nèi)部充氮。(3)、對銅管充氮的辦法 氣壓0.05~0.3Mpa, 確保充入工件內(nèi)的氮氣流量為4~6L/min(手摸有氣流的感覺)。 裝置后開端充氮至焊后冷卻持續(xù)充氮10 秒以上。(4)、充氮的關(guān)鍵(見下圖)
a. 充氮時快速接頭和充應合上壓緊開關(guān),使氮氣悉數(shù)充入管內(nèi)。b. 充氮要確保氮氣到達各焊接接頭處,有用地排出空氣。 c. 接連充氮時必定要有出氣口,否則在焊接時氣體從接頭空隙處逸出,使焊接填料困難,并易發(fā)生氣孔。
5、焊接加熱留意:
(1)、釬焊為火焰硬釬焊,有必要恪守有關(guān)操作規(guī)則。(2)、加熱前承認銅管內(nèi)有氮氣流過。(3)、釬焊紫銅時,運用中性焰或細還原焰,一般選用外焰。銅管接頭處加熱應均勻,并留意依據(jù)管的材料尺度分配熱量。一般先預熱刺進管,使管合作嚴密;再沿接頭長度方向來回搖擺,使其均勻加熱到挨近釬焊溫度,然后盤繞銅管加熱至釬焊溫度(銅管為淺紅),一起釬料亦隨之盤繞參加,并均勻填滿接頭空隙,再漸漸移開焊炬,并持續(xù)參加少數(shù)釬料,構(gòu)成潤滑釬角。(4)、加熱時不能直接用火焰燒焊條,加熱時刻也不宜過久。(5)、焊接時要留意操控好火焰方向,避開膠套管、海綿、電線等。
6、焊后處理(冷卻)
(1)、焊后在管內(nèi)有氮氣維護的條件下,可對接頭處再次加熱至銅管變色(200-300℃),即進行退火處理。(2)、在焊縫徹底凝結(jié)曾經(jīng),不能移動焊件或使其遭到轟動。(3)、對選用水冷的焊件,應避免水進入銅管內(nèi)部,放置焊件時仍要避免銅管表面殘留水分流入管內(nèi)。
7、釬焊質(zhì)量及查驗
焊縫表面潤滑,填角均勻,自然地圓弧過渡。釬焊接頭無過燒、焊堵、裂紋、焊縫表面粗糙、燒穿等缺點。焊縫無氣孔、夾渣、未焊滿、虛焊、焊瘤等缺點。
8、不合管裝置
裝置Y 型不合管盡量使其不合管豎向或水平。水平放置時,傾斜度在±30以內(nèi)。放置在正確的方位后,充氮焊接。 不合管保溫。每對不合管均配有泡沫,用泡沫將不合管包好,上下泡沫用不干膠密封。泡沫部分和無泡沫部分均用保溫管包好。泡沫和保溫管對接部分用不干膠密封。留意: ①對多不合管路體系,每根管子都貼上標簽,使不合后的銜接收與室內(nèi)機對應,避免接錯。 ②不合管的進口側(cè),至少要有300mm 的直管段。
9、喇叭口加工的辦法:
(1)、弄直盤卷的銅管(2)、用切管器切管(3)、用擴孔器除掉管子切開面的毛刺(4)、用螺絲刀在端部輕敲以整理管子內(nèi)部(5)、刺進喇叭口螺母(6)、在銅管上裝好喇叭管東西(7)、對準擴孔器(8)、擴口(9)、取下喇叭管東西并查看喇叭管表面
(三)吹洗
在焊接完一段管路后,有必要對管路進行吹洗。 吹洗是用氮氣壓力去除管內(nèi)的外來物(塵埃,水份,焊接形成的等)。首要意圖是:
(1)、除掉管內(nèi)焊接時因為充氮維護焊缺乏形成的氧化物。(2)、除掉因不妥貯運而進入管內(nèi)的雜質(zhì)和水分。(3)、查看室內(nèi)機和室外機之間管道體系的銜接是否有大的走漏。
吹洗過程:
(1)、將壓力表裝在氮氣瓶上;(2)、壓力表高壓端接上小管(液管)的注氟嘴;(3)、用盲塞將室內(nèi)機A 側(cè)之外的一切銅管接口處阻塞好。(4)、翻開氮氣瓶閥,保持壓力在5 Kg/cm 2 。(5)、查看氮氣是否流過室內(nèi)機A 液管(6)、吹洗 用手中的絕緣材料抵住管口,當壓力大的無法抵住時,快速開釋絕緣物。再用絕緣物抵住管口,如此重復幾回,直到?jīng)]有沒有雜物吹出停止。(7)、封閉氮氣主閥(8)、對室內(nèi)機B 重復以上操作(9)、對液管吹洗結(jié)束后,再對氣管進行吹洗,吹洗過程跟吹洗液管過程相同。

辰昌盛通金屬材料有限公司

點擊查看辰昌盛通金屬材料有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】