



不要錯過這部精心制作的紫銅材質止水銅片安裝廠家產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發(fā)現(xiàn)更多令人心動的細節(jié)。
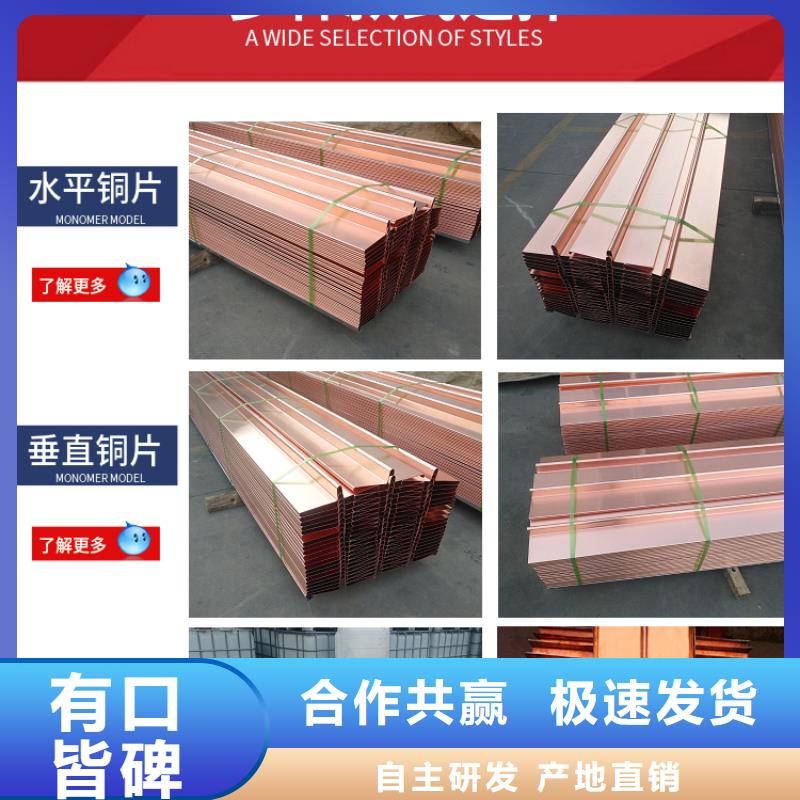
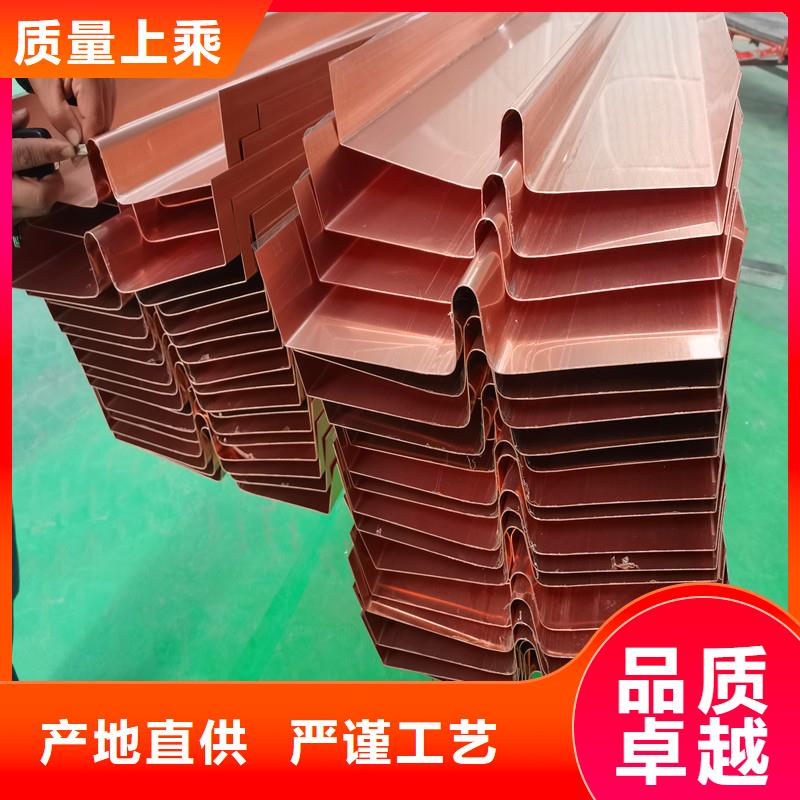
以下是:紫銅材質止水銅片安裝廠家的圖文介紹
金鴻耀工程材料有限公司是一家集生產與銷售 江蘇徐州雙壁打孔波紋管產品的優(yōu)質供應商。公司自成立以來始終堅持以“質量di yi、服務di yi、誠信經營、共謀發(fā)展”的經營理念,管理上堅持以人為本,服務上以客戶為尊。我司擁有雄厚的技術開發(fā)力量、嚴格的產品質量檢驗、先進的設計標準、合理的配套結構、采用了世界上先進的生產工藝。金鴻耀工程材料有限公司把產品質量作為企業(yè)生存的根本,把用戶作為企業(yè)的上帝,與廣大用戶、四海賓朋互利合作,攜手共進,共謀發(fā)展,共創(chuàng)光輝燦爛的明天!


止水銅片一般設計生產、江蘇徐州止水銅片加工止水銅板的工廠出售此類商品時,均可免費根據設計圖紙成形,那么未成形的止水銅板是否有效呢? 未成形止水銅板在水工建筑止水中有效,只是較成形了的止水銅板在使用項目和使用效果存在一定的差異。未成形止水銅板主要用在項目寬度較小的地方,可以直接采用銅板邊沿排水,阻止水進入銅板保護區(qū)域,如橋梁。而使用效果的差異,主要是因為成形止水銅板可根據銅鼻子形狀安裝,更加牢固,且不易產生位移。同時成形后的止水銅板因銅鼻子中填塞瀝青麻繩或麻繩瀝青,會有效的增加止水銅板的側向承壓能力。 地道止水帶作為地道止水的重心,止水帶的施工直接關系到整個地道的止水效果。在地道止水施工過程中,止水帶的接頭不得設在布局轉角處,并盡可能不設接頭。 止水帶埋設方位,其中心空心圓環(huán)應與變形縫的中心線重合;止水帶定位時,應使其在界面部位堅持平展,防止止水帶翻滾、扭結,如發(fā)現(xiàn)有扭結不展表象應及時進行調正。在固定止水帶和灌筑混凝土過程中應防止止水帶偏移,防止單側縮短,影響止水作用。可選用位鋼筋仔細定位。止水帶先施工一側混凝土時,其端頭模板應支撐結實,嚴防漏漿。 地道斷面變化處或轉角處的陰角應抹成半徑不小于50mm的圓弧,以便止水帶施工。止水帶在地道斷面變化處或轉角處應做成弧形,橡膠止水帶的轉角半徑不該小于200mm,鋼片止水帶不該小于300mm,且轉角半徑應隨止水帶的寬度增大而相應加大。 不得在止水帶上穿孔打洞固定止水帶。在固定止水帶和灌筑混凝土過程中應注意維護止水帶不被釘子、鋼筋和石子等刺破。如發(fā)現(xiàn)有刺破、分裂表象,應及時修補。宜加強混凝土振搗操控,掃除止水帶底部氣泡和空地,使止水帶和混凝土緊密結合,應注意防止振搗形成止水帶偏位或破損。 止水帶的長度應依據施工需求事先向生產廠家定制,盡量防止接頭。如確應接頭,應銜接結實,宜設置在距鋪底面不小于300mm的邊墻上。依據止水帶原料和止水部位可選用不一樣的接頭辦法。橡膠止水帶的接頭方式應選用搭接或復合接;塑料止水帶的接頭方式應選用搭接或對接。止水帶的搭接寬度不該小于100mm,冷粘或焊接的縫寬不該小于50mm.銅;加入錫即成青銅。



紫銅止水江蘇徐州止水銅片常被廣泛的使用于各種水工建筑的防滲水、漏水中,根據不同項目的設計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據不同需求加工成不同形狀的止水銅片,取決于紫銅止水優(yōu)良的加工特性。 紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。 氣焊是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。其具體操作方法是:關閉焊把開關,將乙炔及氧氣打開,點火慢慢打開焊把開關點燃焊嘴,將焊條根據需要放在被焊物體上,再逐漸調好焊嘴的火苗強弱,使用火苗融化焊條與焊件的金屬凝固后形成一條焊縫。 1)搭接焊工藝 ① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。 ② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。 2)施焊操作要點 氣焊的基本操作方法包括氧氣乙炔焰的點燃、調節(jié)和熄滅、起焊、焊接過程中焊炬和焊條的運動、接頭和收尾的操作要領。 氧氣乙炔焰的點燃、調節(jié)和熄滅。焊炬的握法,應右手拿焊炬,將拇指和食指位于氧氣調節(jié)閥處,同時拇指還可以開關、調節(jié)乙炔調節(jié)閥,隨時調節(jié)氣體的流量。 點燃火焰時,應先稍許開啟氧氣調節(jié)閥,然后再開乙炔調節(jié)閥,兩種氣體在焊炬內混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發(fā)生事故。剛開始點火時,可能出現(xiàn)連續(xù)“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現(xiàn)不易點火的現(xiàn)象,多數(shù)情況是氧氣開得過大所致,這時應將氧氣調節(jié)閥關小。 火焰的調節(jié),剛點燃的火焰一般為碳化焰。這時應根據所焊材料的種類和厚度,分別調節(jié)氧氣調節(jié)閥和乙炔調節(jié)閥,直至獲得所需要的火焰性質和火焰能率。如將氧氣調節(jié)閥逐漸開大,直至火焰的內外焰、焰芯輪廓明顯時,可認為是中性焰;如再增加氧氣或減少乙炔,可得到氧化焰;如增加乙炔或減少氧氣則得到碳化焰。如果同時增大乙炔和氧氣則可增大火焰能率,如火焰能率仍不夠大時,應更換大直徑的焊嘴。 調整后的火焰形狀不得歪斜或發(fā)出“吱吱”的聲音。若發(fā)現(xiàn)火焰不正常時,


