



想要知道q235b鋼管壁厚要求直縫焊管理論重量表放心選擇產(chǎn)品如何?看視頻就知道!看視頻,選產(chǎn)品更明智!
以下是:q235b鋼管壁厚要求直縫焊管理論重量表放心選擇的圖文介紹


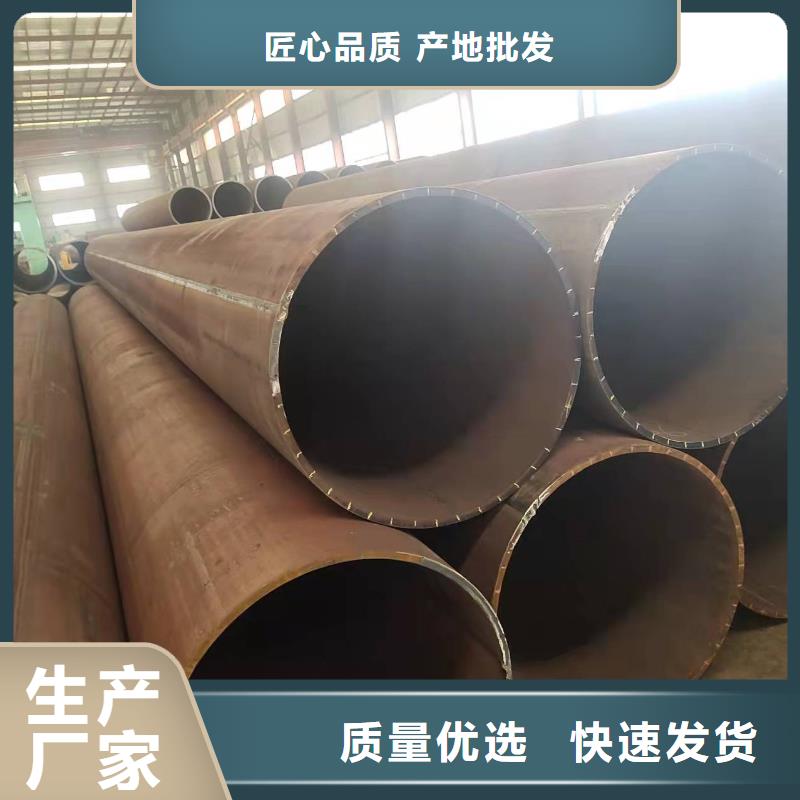
鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點(diǎn)焊加固,御下滾床后運(yùn)往焊接平臺施焊。對焊接完的管節(jié)進(jìn)行第二次滾圓,卷管的校圓樣板的弧長應(yīng)為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當(dāng)公稱直徑大于或等于600mm時,宜在管內(nèi)進(jìn)行封底焊。



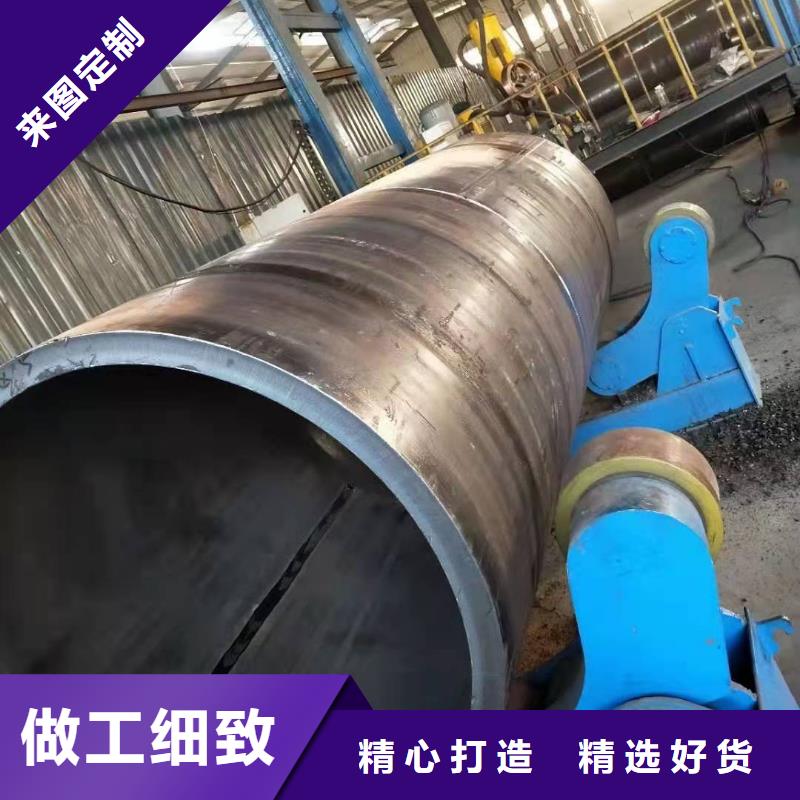
焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標(biāo)記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù),及時缺陷。 采用空氣等離子切割機(jī)將卷管切成單根。 切成單根Q345B鋼板卷管后,每批卷管頭三根要進(jìn)行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,鋼板卷管廠,化學(xué)成份,溶合狀況,Q345B卷管表面質(zhì)量以及經(jīng)過無損探傷檢驗(yàn),確保制管工藝合格后,才能正式投入生產(chǎn)。



山特金屬制品有限公司是專業(yè)經(jīng)營各種【廣西崇左橋式濾水管】的大型企業(yè),在【廣西崇左橋式濾水管】行業(yè)中有較高的信譽(yù), 公司一貫以服務(wù)細(xì)致、價格合理、客戶至上、服務(wù)周到、讓利客戶、薄利多銷為原則,誠實(shí)守信為宗旨。經(jīng)過多年的經(jīng)營,已經(jīng)同全國各大廠建立了穩(wěn)固的供貨體系,同使用單位建立了良好的銷售體系,公司經(jīng)營的產(chǎn)品已經(jīng)使用在許多重要工程中,實(shí)行倉儲、銷售、開票一條龍服務(wù),本公司全體員工熱忱歡迎新老朋友光臨、惠顧、指導(dǎo),來人來電洽談業(yè)務(wù),讓我們攜手共進(jìn),共創(chuàng)輝煌!


鋼板卷管錐形卷管、異形卷管成型注意事項(xiàng): ①把卷板機(jī)上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進(jìn)入速度要加快; ②在輥?zhàn)拥囊欢渭右粋€旁輪卷錐裝置; ③在卷板機(jī)的下輥兩側(cè)裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進(jìn). 單個氣孔回波高度低,波形為單縫,較穩(wěn)定。從各個方向探測,反射波大體相同,但稍一動探頭就消失,密集氣孔會出現(xiàn)一簇反射波,波高隨氣孔大小而不同,當(dāng)探頭作定點(diǎn)轉(zhuǎn)動時,會出現(xiàn)此起彼落的現(xiàn)象。? ? 產(chǎn)生這類缺陷的原因主要是焊材未按規(guī)定溫度烘干,焊條藥皮變質(zhì)脫落、焊芯銹蝕,焊絲清理不干凈,手工焊時電流過大,電弧過長;埋弧焊時電壓過高或網(wǎng)絡(luò)電壓波動太大;氣體保護(hù)焊時保護(hù)氣體純度低等。如果焊縫中存在著氣孔,既破壞了焊縫金屬的致密性,又使得焊縫有效截面積減少,降低了機(jī)械性能,特別是存鏈狀氣孔時,對彎曲和沖擊韌性會有比較明顯降低



保護(hù)氣氛的影響 采用液氨分解氣體為保護(hù)氣氛、液氨在400℃以上將發(fā)生如下分解反應(yīng)。2NH3→3H2+N2qing氣為還原氣體,在一定條件下可以使某些金屬還原,dan氣為中性氣體。以液氨分解氣氛為保護(hù)氣體,可使卷管表面白亮光滑,因而是經(jīng)濟(jì)、理想的保護(hù)氣體。 固溶處理溫度 固溶處理溫度是固液處理工藝重要的參數(shù)之一,過高或過低都將會直接影響卷管的質(zhì)量,溫度過高鋼板卷管組織粗化,性能下降,溫度過低固溶不完全,應(yīng)力不徹底,選用1080℃?10℃,并進(jìn)行適當(dāng)保溫,碳化物得到充分溶解。 4.冷卻速度

點(diǎn)擊查看山特金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】