

不容錯過的【不銹鋼管】_H型鋼貨源報價視頻展示!產品特點一目了然,為您的購買決策提供堅實依據。
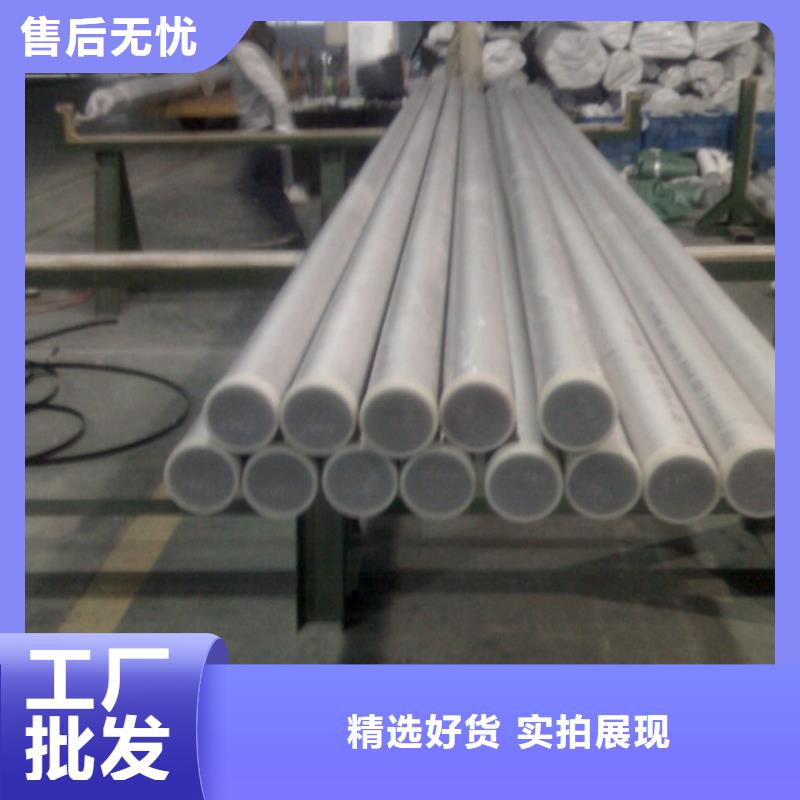
以下是:【不銹鋼管】_H型鋼貨源報價的圖文介紹
國耀宏業鋼鐵有限公司專業從事 廣東陽江鍍鋅鋼板的研發、設計、銷售、現場施工、售后服務為一體的生產廠家。公司擁有完善的管理制度和強大的 廣東陽江鍍鋅鋼板研發技術力量及先進的施工設備、經驗豐富的施工隊伍。多年來我們在實現更新科研技術的基礎上不斷開拓創新。公司宗旨:秉承以質量求生存、以信譽求發展。愿與各領域同仁一道攜手并進、共同發展 廣東陽江鍍鋅鋼板。真誠希望光臨參觀指導和洽談!


結論總之,在采用正確的焊接工藝參數和良好的同步操作配合保證,不銹鋼管手工鎢極氬弧焊雙面打底、焊條電弧焊蓋面工藝,因了背面充氣密封襯墊的按不同規格配制、焊前安裝、焊后拆除等工序,降低了成本;并且。由于超窄間隙焊接方法具備常規焊接方法難以企及的特點,運用到1Cr18Ni9Ti奧氏體不銹鋼的焊接,可更好地改善接頭組織、綜合性能。
焊接過程中,熱源輸入的熱量將焊縫兩側一定厚度的母材加熱至600~850℃,使晶粒邊界處的C、Cr大量化合,形成含鉻化合物,并沿晶界析出,而晶粒內部其他區域中的Cr因擴散速度慢、擴散動力不足無法及時補充晶界處的鉻損耗量,在相鄰晶粒間形成貧鉻層,導致晶界發生敏化。
1、可有效接頭晶間腐蝕傾向根據奧氏體不銹鋼厚壁鋼管焊接接頭不同區域發生的晶間腐蝕,又可將其細分為如下三種:a)碳鉻化合析出,造成晶間貧鉻引起的晶間腐蝕此類腐蝕主要發生在HAZ敏化區。當溫度高于850℃時,碳化物會發生溶解,重新固溶到奧氏體晶粒中。
若HAZ區長時間經歷400~850℃的敏化加熱,碳化物的析出量會隨加熱時間的延長而增多,晶界貧鉻程度也隨之加劇。鋼管服役期間,在腐蝕介質中貧鉻區極易被侵蝕,并沿晶界向材料內部延伸。b)б相沉淀析出形成貧鉻層造成的晶間腐蝕б相是鉻含量高于16%時形成的一類對材料性能影響的Fe-Cr化合物,通常在820℃析出。
焊接過程中,熱源輸入的熱量將焊縫兩側一定厚度的母材加熱至600~850℃,使晶粒邊界處的C、Cr大量化合,形成含鉻化合物,并沿晶界析出,而晶粒內部其他區域中的Cr因擴散速度慢、擴散動力不足無法及時補充晶界處的鉻損耗量,在相鄰晶粒間形成貧鉻層,導致晶界發生敏化。
1、可有效接頭晶間腐蝕傾向根據奧氏體不銹鋼厚壁鋼管焊接接頭不同區域發生的晶間腐蝕,又可將其細分為如下三種:a)碳鉻化合析出,造成晶間貧鉻引起的晶間腐蝕此類腐蝕主要發生在HAZ敏化區。當溫度高于850℃時,碳化物會發生溶解,重新固溶到奧氏體晶粒中。
若HAZ區長時間經歷400~850℃的敏化加熱,碳化物的析出量會隨加熱時間的延長而增多,晶界貧鉻程度也隨之加劇。鋼管服役期間,在腐蝕介質中貧鉻區極易被侵蝕,并沿晶界向材料內部延伸。b)б相沉淀析出形成貧鉻層造成的晶間腐蝕б相是鉻含量高于16%時形成的一類對材料性能影響的Fe-Cr化合物,通常在820℃析出。



國耀宏業鋼鐵有限公司常年經銷【廣東陽江鍍鋅鋼板】等產品。公司以誠信為本,堅持創新發展,努力站在客戶的角度思考問題,歡迎來電咨詢選購。



根據氣孔產生的部位不同可分為外部氣孔和內部氣孔;根據分布的情況不同又可分為疏散氣孔和連續氣孔等。產生氣孔的主要原因是;大口徑不銹鋼管邊緣上留有水、油、銹等雜質;焊條和焊劑受潮;焊接規范不當;焊條偏心或磁偏吹等。
氣孔的存在會使焊縫的有效工作面積減小,從而降低大口徑不銹鋼管的機械性能,影響焊縫金屬的致密性。5)未焊透大口徑厚壁不銹鋼管的間隙或邊緣未被電弧熔化而留下的空隙稱為未焊透。根據未焊透產生的部位,可分為、邊緣和層間等幾種。
產生未焊透的主要原因是:焊接電流太小、坡口角度太小、鈍邊太大、間隙太小、焊條角度不當、大口徑不銹鋼管有厚銹以及自動埋弧焊時的焊偏等。未焊透缺陷會使焊縫的強度降低,引起裂縫而導致結構的破壞。6)裂縫裂縫是焊縫中危險的缺陷,大部分結構的破壞是由裂縫所造成的。
因此裂縫在焊縫中是不允許存在的一種缺陷。裂縫按其產生的部位不同可分為縱向裂縫、橫向裂縫、熔合線裂縫、裂縫、弧坑裂縫以及熱影響區裂縫等;按裂縫產生溫度及時間的不同,又可分為熱裂縫和冷裂縫兩大類。7)夾雜焊縫中夾有焊渣或非金屬夾雜物,稱為夾雜。
夾雜是焊縫中常見的缺陷之一,產生夾雜的原因很多,如運條不當、焊接電流過小、坡口角度過小、大口徑厚壁不銹鋼管上留有厚銹以及焊條藥皮的物理性能不當等。在多層焊時,若每層熔渣不也會造成夾雜。此外,常見的焊接缺陷還有如燒穿、弧坑未填滿和嚴重飛濺等。
氣孔的存在會使焊縫的有效工作面積減小,從而降低大口徑不銹鋼管的機械性能,影響焊縫金屬的致密性。5)未焊透大口徑厚壁不銹鋼管的間隙或邊緣未被電弧熔化而留下的空隙稱為未焊透。根據未焊透產生的部位,可分為、邊緣和層間等幾種。
產生未焊透的主要原因是:焊接電流太小、坡口角度太小、鈍邊太大、間隙太小、焊條角度不當、大口徑不銹鋼管有厚銹以及自動埋弧焊時的焊偏等。未焊透缺陷會使焊縫的強度降低,引起裂縫而導致結構的破壞。6)裂縫裂縫是焊縫中危險的缺陷,大部分結構的破壞是由裂縫所造成的。
因此裂縫在焊縫中是不允許存在的一種缺陷。裂縫按其產生的部位不同可分為縱向裂縫、橫向裂縫、熔合線裂縫、裂縫、弧坑裂縫以及熱影響區裂縫等;按裂縫產生溫度及時間的不同,又可分為熱裂縫和冷裂縫兩大類。7)夾雜焊縫中夾有焊渣或非金屬夾雜物,稱為夾雜。
夾雜是焊縫中常見的缺陷之一,產生夾雜的原因很多,如運條不當、焊接電流過小、坡口角度過小、大口徑厚壁不銹鋼管上留有厚銹以及焊條藥皮的物理性能不當等。在多層焊時,若每層熔渣不也會造成夾雜。此外,常見的焊接缺陷還有如燒穿、弧坑未填滿和嚴重飛濺等。


15-20年前還沒有制造汽輪機的工廠,。現在所有的高速飛機和就是應用這些機器為基礎的,工作規范的高溫就是這些機器工作時的特征。與生產和平利用原子能裝備密切有關的機器制造生產是屬于更年輕的部門。現代機器中,功率、速度、傳遞的壓力和溫度的大大,對材料,主要對制造這些機器用的耐高壓不銹鋼管材料的質量和性能提出了很多重要的和新的要求。
但是,在制造機器時只應用高強度、高質量的不銹鋼管還不能保障它們的高強度。直到現在還不斷發生各種機器的損壞和重大破壞事故就明了這一點。研究這種損壞結果后指出,在極大多數情況下,破壞的發生不是由于不銹鋼管的質量不好,機器損壞和破壞事故的主要原因與個別零件的設計不良、裝配和安裝得不好有關,以及亦是經常違反機器操作條件的結果。
看起來,飛機、大型汽輪發電機或水輪機在加工或裝配時,在零件負荷重的區域上所產生的小刀痕、裂縫、凹陷或者磨傷可能是它們損壞的主要原因,幾乎是不真實的。但實際上往往就是由于這些原因所致。機器工作時,在表面損傷不大的地方可能開始發展疲勞過程,不可免地導致耐高壓不銹鋼管的損壞,在很況下由此而造成整個機器的破壞。
因此,為了保證機器工作的耐久性和可靠性,僅僅不銹鋼管的質量和強度是不夠的,機器零件還必須小心地進行機械加工。普通的機器制造者都應該懂得這方面的知識。對未來的鉗工、車工、磨工和銑工須給以這方面的教育。他們應該具有即使是基本的測定不銹鋼管強度的現代方法的概念;尤其應該懂得不良的機械加工或者在裝配過程中很不精細的對待已加工好的機器零件會產生怎樣后果。
但是,在制造機器時只應用高強度、高質量的不銹鋼管還不能保障它們的高強度。直到現在還不斷發生各種機器的損壞和重大破壞事故就明了這一點。研究這種損壞結果后指出,在極大多數情況下,破壞的發生不是由于不銹鋼管的質量不好,機器損壞和破壞事故的主要原因與個別零件的設計不良、裝配和安裝得不好有關,以及亦是經常違反機器操作條件的結果。
看起來,飛機、大型汽輪發電機或水輪機在加工或裝配時,在零件負荷重的區域上所產生的小刀痕、裂縫、凹陷或者磨傷可能是它們損壞的主要原因,幾乎是不真實的。但實際上往往就是由于這些原因所致。機器工作時,在表面損傷不大的地方可能開始發展疲勞過程,不可免地導致耐高壓不銹鋼管的損壞,在很況下由此而造成整個機器的破壞。
因此,為了保證機器工作的耐久性和可靠性,僅僅不銹鋼管的質量和強度是不夠的,機器零件還必須小心地進行機械加工。普通的機器制造者都應該懂得這方面的知識。對未來的鉗工、車工、磨工和銑工須給以這方面的教育。他們應該具有即使是基本的測定不銹鋼管強度的現代方法的概念;尤其應該懂得不良的機械加工或者在裝配過程中很不精細的對待已加工好的機器零件會產生怎樣后果。



