


聯系我們

城市防撞欄桿廠家-價格合理
更新時間:2025-02-03 19:34:15 瀏覽次數:5 公司名稱:聊城 廣順交通設施有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |


云海旭金屬材料有限公司
城市防撞欄桿廠家-價格合理
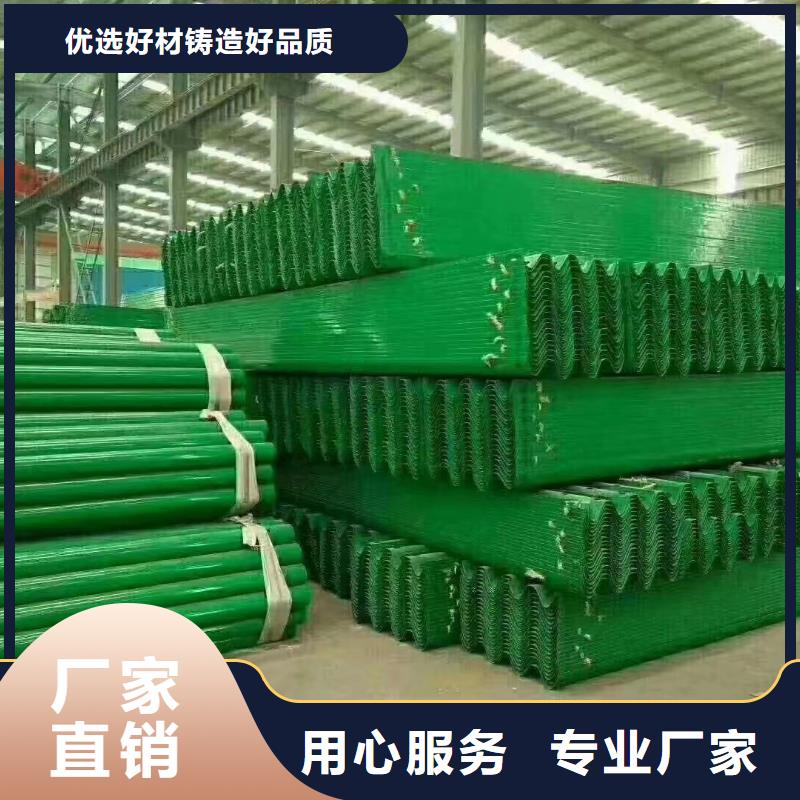
高速公路隔離柵表面保護方式GCM防腐防護系統的防護原理GCM防腐防護方法延長金屬材料使用壽命的高速公路隔離柵表面防腐防護方法。該方法施工方便對環境無明顯要求防護層對酸雨、霧、鹽等有很強抗御作用且具有電絕緣功能。
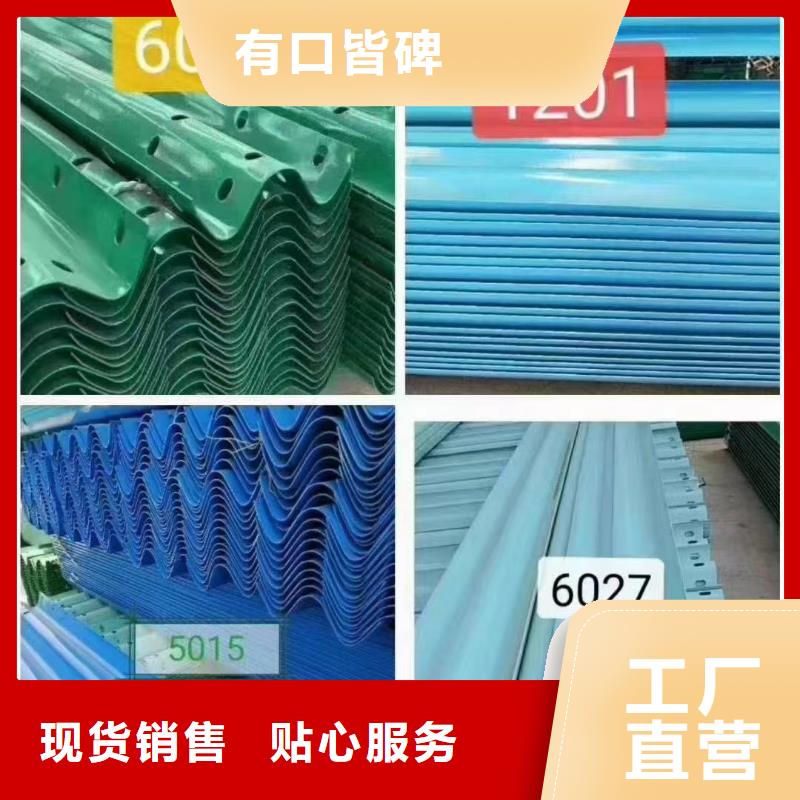
浸塑高速公路隔離柵靜電噴塑原理:工作時靜電噴涂的噴或噴盤、噴杯,涂料微粒部分接負極,工件接正極并接地,在高壓電源的高電壓作用下,噴(或噴盤、噴杯)的端部與高速公路隔離柵之間就形成一個靜電場。浸塑高速公路隔離柵靜電噴塑優點高速公路隔離柵采用粉末靜電噴涂等新工藝,效率高,適用于自動流水線涂裝,粉末利用率高,可回收使用。
高速公路隔離柵靜電噴塑優點高速公路隔離柵粉末涂料利用率高,并可回收再用,與油漆相比,粉末涂料可以直接涂覆至高速公路隔離柵表面,經烘烤固化后形成涂膜,而且未被涂上的粉末回收后可再送入供粉系統中使用,從而大大了涂料在施工中的損失。
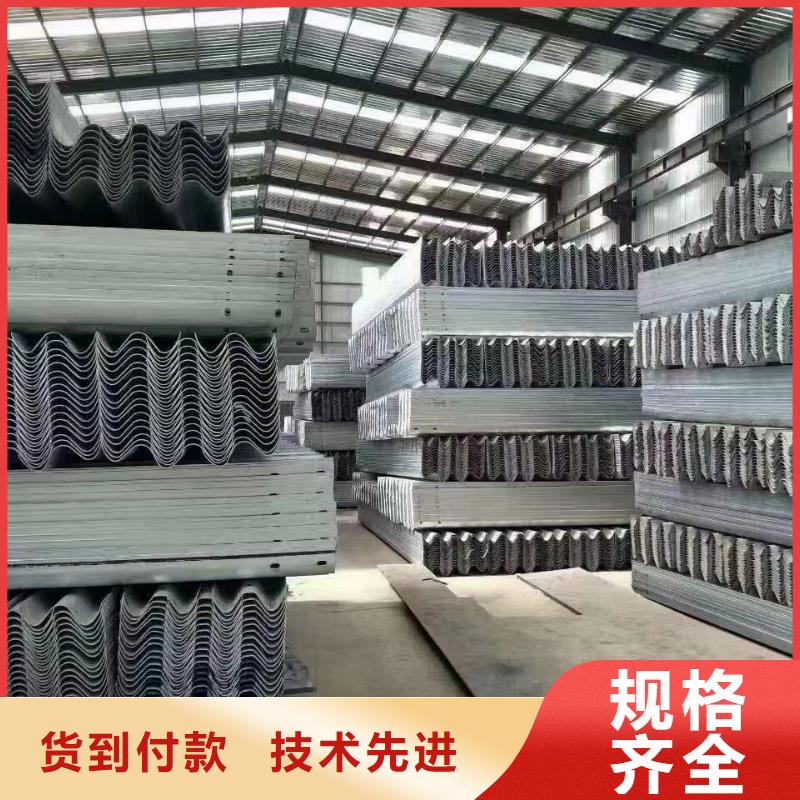
高速公路隔離柵主要被用作公路、來使用,也可以稱之為:桃型柱護欄、雙邊護欄、雙圈護欄、等......主要生產高速公路隔離柵,隔離柵等產品,其中有很多是國內的,下面讓小編給大家講解一下其中一。
高速公路護欄板有什么樣的要求標準。公路護欄在我們生活中起到了重要的作用,它被廣泛用于家中、馬路上為我們的起到了保駕護航的作用,下面來了解一下高速公路護欄的要求:標準護欄板總長度4320毫米(安裝完畢后凈剩4米)立柱間距4米。
兩波形梁護欄板的寬度310mm,波高85mm板厚:3mm、4mm;理論重量:3mm厚的為416kg4mm厚的為655kg;每公里3MM厚的重13噸,4MM厚的重1388噸。三波形梁護欄板的規格長4320毫米,波寬505毫米,波高85mm板厚:4mm;理論重量:102kg配合130*130的方管立柱。
立柱:規格Φ11Φ140mm長度根據要求一般為85米、95米、2米、15米壁厚5MM;理論重量:Φ114的115kg/m、Φ140mm的104kg/m.標準段每公里用250塊護欄板。立柱間距4米,每公里用250根立柱,端頭2個,柱帽250個,防阻塊250個連接螺栓250套,拼接螺栓2000套。
公路護欄的使用壽數比較的長,磨損的時刻越長,越能鋅鋼護欄的共同神韻,可是,在這個過程中,是不能不保護的,若是不注意到熱鍍鋅護欄的保護問題,并不能夠堅持鋅鋼護欄的完。鋅鋼護欄設備如院子大門、院子圍欄、門匾、院子里的鐵點綴等。


 焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。
過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。
不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。
焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。
過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。
不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。
 焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。
過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。
不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。
焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。
過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。
不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。