



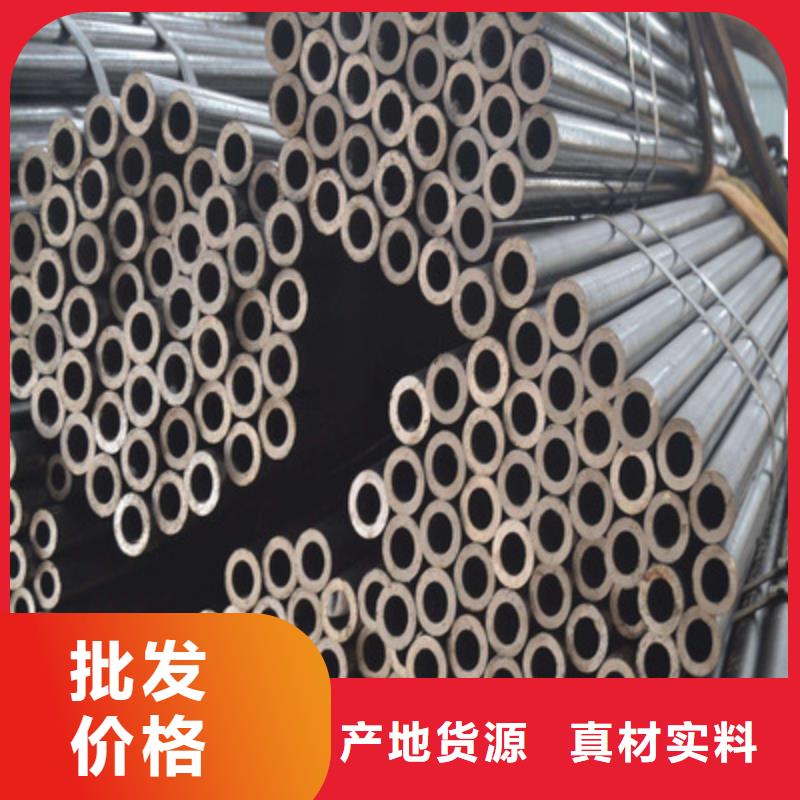

不容錯過的精密無縫管20MnVB無縫鋼管隨心所欲定制視頻展示!產品特點一目了然,為您的購買決策提供堅實依據。
以下是:精密無縫管20MnVB無縫鋼管隨心所欲定制的圖文介紹
“以質量求生存、以信譽求發展”為宗旨。將以誠信、求實的作風;務實、科學的管理;迅捷、周到的服務。融拓金屬材料有限公司愿與各公司精誠合作、共創雙贏! 主要經營: 吉林遼源合金鋼板有品種齊全、價格優惠,憑著良好的品質和服務, 吉林遼源合金鋼板產品遠銷全國各地。


精軋管如何生銹。用化學酸洗完之后再用電解方法進行一次補充就可以讓精軋管得到非常好的保護了,對精軋管進行除銹,在給精軋管除銹時主要采用鋼絲刷對它的表面進行打磨,這種方法可以有效的去除精軋管表面松動或翹起的鐵銹。對精軋管的表面進行清洗,在對精軋管進行清洗時要用溶劑或乳劑對表面進行清洗,用來達到除油和除灰塵的作用,這種方法只適合于去除精軋管表面的油脂和灰塵對銹和氧化皮是無法去除的,因此在防腐生產中這種方法只能作為輔助手段。
精軋管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧精軋管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足精軋管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧精軋管焊接,從而獲得穩定的精軋管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。
精軋管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧精軋管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足精軋管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧精軋管焊接,從而獲得穩定的精軋管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。



融拓金屬材料有限公司是一家專業生產 吉林遼源合金鋼板的廠家,公司集生產,銷售于一體,在長期的實踐中積累了豐富的經驗。公司實力雄厚,技術完善,設備先進。公司始終堅持嚴格的質量管控,完善的售后服務技術,在全國各地建立了本地化的安裝。主打產品 吉林遼源合金鋼板。我們對產品、對客戶負責的態度,將品質作為選擇材料的先決條件,打造高質量產品。以優良的服務、贏得了廣大用戶的青睞。在同行業中處于領先位置。公司以團結開拓,誠信自強的企業精神為廣大用戶提供優質的產品與的服務。我公司廠房地理位置優越,交通便利。歡迎各界朋友來我公司考察或致電洽談。



精軋管現貨的資源是比較廣泛的,生產的類型也是多種多樣的,在各種的行業生產和相關的領域中都是發揮著比較重要地作用的,可以說是精軋管生產和加工的基地。精軋管在加工的時候是實行的是流水線加工的方式進行的,各種的流水線的加工以及生產中的過程是比較重要的,也是比較有順序性的。
這種精軋管流水線設有壓注轉子(即制造模環的自動機)、裝配轉子(即帶有固定澆口棒的機構的轉臺,臺上裝有澆口棒的定心和定位機構)和傳送轉子(即夾取模環并將其從壓注轉子轉送到裝配轉子上的機械手)。壓注轉子、傳送轉子和裝配轉子按順序同軸安裝。裝配后的模組用傳送轉子傳送到同步裝置上,然后用傳送轉子將模組懸掛在傳送鏈上以便進行后續工藝操作。
傳送轉子由裝在同一軸上的若干個機械手構成(數量視同步裝置的工位數而定),機械手可水平和垂直地往返移動,同時還可作角度上的轉動。為將待用的澆口棒裝到裝配轉子上,在流水線中設有類似的同步裝置和傳送轉子。
這種精軋管流水線設有壓注轉子(即制造模環的自動機)、裝配轉子(即帶有固定澆口棒的機構的轉臺,臺上裝有澆口棒的定心和定位機構)和傳送轉子(即夾取模環并將其從壓注轉子轉送到裝配轉子上的機械手)。壓注轉子、傳送轉子和裝配轉子按順序同軸安裝。裝配后的模組用傳送轉子傳送到同步裝置上,然后用傳送轉子將模組懸掛在傳送鏈上以便進行后續工藝操作。
傳送轉子由裝在同一軸上的若干個機械手構成(數量視同步裝置的工位數而定),機械手可水平和垂直地往返移動,同時還可作角度上的轉動。為將待用的澆口棒裝到裝配轉子上,在流水線中設有類似的同步裝置和傳送轉子。


精軋管的優質性主要是表現在哪些方面。精度高:外徑公差:±0.03mm;內徑公差:±0.02mm;厚度偏差:≤0.03mm;同心度:≤0.03mm;直線度:≤0.08mm/m。規格齊圓管、方矩管、異型管等均可依照客戶產品要求承制;承制范圍:外徑:Φ3mm ~ Φ158mm;厚度:0.3 mm ~ 10mm。
破壞性測試扣口,壓扁,扭曲,直線度,表面粗糙度等性能均在汽車行業用精軋管標準之上;并可配合客戶產品設計要求承制。品質保障,外徑、內徑、厚度千分尺、游標卡尺、洛氏硬度器、粗糙度測量儀器等品質檢驗器材齊全,以“品質乃公司之血脈”為準則全力做到質檢合格。
精軋管是具有很多的公差和尺寸的,只有精軋管在進行制作的過程中才會達到一個公差的一個規范操作,由于精軋管在進行制作的過程中是要進行公差的選擇的,這樣的話精軋管在進行設計中才會有更好地效果。精軋管一般在進行選擇公差的時候要保證常見的尺寸的規范性,還要注意精軋管公差的各種的條件和市場的綜合的需求,這樣的話精軋管在加工的時候就會保證比較好的效果。電位差計用的精軋管型材斷面為“︼”型材重量30 g/m,斷面尺寸公差范圍為±0 07 mm.織機用的精軋管型材斷面為“■”,斷面尺寸公差為±0.04mm,角度偏差小于0.5°,彎曲度為0.83×L。A1050、A1100、A3003、A6061、A6063(低、中強度合金)小型精密擠壓型材的小壁厚0.5mm,小斷面積20mm2.A5083、A2024、A7075、(中、高強度鋁合金)小型精密擠壓型材的小壁厚0.9mm,小斷面積110mm2。
破壞性測試扣口,壓扁,扭曲,直線度,表面粗糙度等性能均在汽車行業用精軋管標準之上;并可配合客戶產品設計要求承制。品質保障,外徑、內徑、厚度千分尺、游標卡尺、洛氏硬度器、粗糙度測量儀器等品質檢驗器材齊全,以“品質乃公司之血脈”為準則全力做到質檢合格。
精軋管是具有很多的公差和尺寸的,只有精軋管在進行制作的過程中才會達到一個公差的一個規范操作,由于精軋管在進行制作的過程中是要進行公差的選擇的,這樣的話精軋管在進行設計中才會有更好地效果。精軋管一般在進行選擇公差的時候要保證常見的尺寸的規范性,還要注意精軋管公差的各種的條件和市場的綜合的需求,這樣的話精軋管在加工的時候就會保證比較好的效果。電位差計用的精軋管型材斷面為“︼”型材重量30 g/m,斷面尺寸公差范圍為±0 07 mm.織機用的精軋管型材斷面為“■”,斷面尺寸公差為±0.04mm,角度偏差小于0.5°,彎曲度為0.83×L。A1050、A1100、A3003、A6061、A6063(低、中強度合金)小型精密擠壓型材的小壁厚0.5mm,小斷面積20mm2.A5083、A2024、A7075、(中、高強度鋁合金)小型精密擠壓型材的小壁厚0.9mm,小斷面積110mm2。


