

為了給您提供更的注漿管聲測管怎么賣產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:注漿管聲測管怎么賣的圖文介紹
日升昌鋼管聲測管廠家配有標準的 廣東惠州樁尖廠家中心質檢室,質檢員經過專業檢測中心培訓,采用先進的 廣東惠州樁尖廠家檢驗設備,對 廣東惠州樁尖廠家產品的各項技術指標做出準確的分析,確保產品質量穩定、。



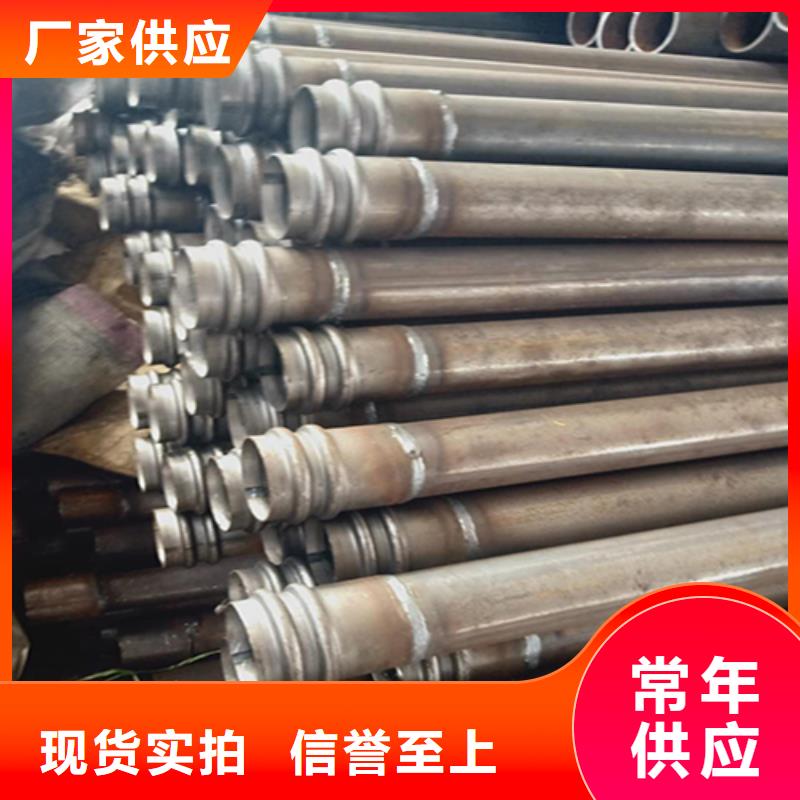
聲測管安裝技術及鋼筋籠焊接交底書1、廣東惠州當地聲測管安裝(1)材料要求:聲測管采用內徑為 50mm,壁厚為 3mm 的無縫聲測管。(2)連接方式:井口安裝采用套管坡口焊接,其他采用對接焊聲測管上的豎向環套住水平環。具體如下圖(4)、廣東惠州當地每根聲測管距樁底 5cm,伸入承臺 0.5m,每根樁埋設 3 根。孔口焊接聲測管時, 要先使上節聲測管套入下接聲測管的絲扣內,先焊好外側,然后用管鉗轉動聲測管,再把內側剩余部分焊好;焊接前要把下節聲測管先注滿水。2、廣東惠州當地施工注意事項(1)、廣東惠州當地聲波檢測管焊接的必須保證內壁平整,不能有焊渣等凸出物,確保檢測時探頭能夠自由上下。(2)、廣東惠州當地聲測管的下端必須封閉,并做密水試驗,保證管底和接頭處不漏水。上端高出樁頭 50cm 以上,并加蓋,防止聲測管堵塞。3、廣東惠州當地施工方法 (1)、廣東惠州當地根據所加工鋼筋籠的分節長度和購進的聲測管尺寸,合理的對聲測管進行下料,聲測管截斷不可用氣焊割也不可用一般切斷工具,要用切管器或砂輪切割機,切割后要進行割絲。(2)、廣東惠州當地聲測管接長采用絲扣連接,連接時首先檢查聲測管是否有雜物,如有雜物要干凈再連接,連接時兩聲測管要對正,且要保持順直,每節聲測管連接都要纏生膠帶,確保其密封性能良好。每節連接好后必須進行點焊,防止滑絲或脫節。底節底部要提前用鋼板焊死,保證管底不漏水;然后把焊接好的聲測管分類存放。(3)、廣東惠州當地在每節鋼筋籠上安裝相應長度的聲測管,聲測管焊接在鋼筋籠的內側,均勻布置,管間互相平行,不平行度控制在 0.1%以下;為防止聲測管的安裝偏差及孔口焊接質量,要在加強箍筋上準確標注上聲測管的位置,聲測管與鋼筋籠采用雙環活口連接 ,水平環焊在加強箍筋上



聲測管外觀打磨技術要點:1、廣東惠州基礎,對聲測管進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴重變形等在本工序無法補救的缺陷,如果有上述缺陷應返回上道工序修整。如果無上述缺陷,進入打磨工序。2、廣東惠州粗磨,用砂帶在三面上往返磨削聲測管,去掉工件焊接留下的焊點,以及在上步工序出現的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷,經此步工序后聲測管的粗糙度應能達到R0.8mm。3、廣東惠州半精磨,用砂帶按照前面往返磨削工件的方法中磨聲測管的三面,主要是對前面工序出現的接縫進行修正以及對粗磨后產生的印痕進行進一步的細磨,對前面工序留下的印痕要反復磨削,達到工件表面無劃痕,基本變亮。本工序表面粗糙度應能達到R0.4mm。4、廣東惠州精磨,用砂帶主要是對前步工序出現的細小紋線的修正磨削,磨削方法與上同。本工序要達到的目標是磨削部分與聲測管未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的聲測管要基本接近鏡面效果,工件表面粗糙度應能達到R0.1mm。


聲測管廠家如何進行鉆孔沖洗?(聲測管廠家)聲測管廠家的應用過程中,需要進行鉆孔清洗,這是十分重要的步驟,聲測管廠家總結了施工經驗,總結了此工藝需要五個步驟,下面給讀者講解一下,希望對您有所幫助。⑴固結灌漿,灌漿孔均應進行沖洗。采用風水聯合沖洗或用導管通入大流量水流,從孔底向孔外沖洗的方法進行沖洗,裂隙沖洗方法應根據實際地質條件,通過現場灌漿試驗確定。⑵沖洗壓力:沖洗水壓采用80%的灌漿壓力,壓力超過1MPa時,采用1MPa;沖洗風壓采用50%灌漿壓力,壓力0.5MPa時,采用0.5MPa。⑶裂隙沖洗應沖至回水澄清后10min結束,且總的時間要求單孔不少于30min,串通孔不少于2h。對回水達不到澄清要求的孔段,應繼續進行沖洗,孔內殘存的沉淀物厚度不得超過20cm。⑷當鄰近有正在灌漿的孔或鄰近灌漿孔結束不足24h時,不得進行裂隙沖洗。⑸灌漿孔(段)裂隙沖洗后,該孔(段)裂隙沖洗后,該孔(段)應立即連續進行灌漿作業,因故中斷及時間間隔超過24h時,應在灌漿前重新進行沖洗



