





金海金屬材料有限公司是在由小到大從弱到強(qiáng)一路走的一家集研發(fā)生產(chǎn)銷售 青海果洛結(jié)構(gòu)無(wú)縫鋼管服務(wù)為一體的廠家,多年以來(lái)緊跟時(shí)代的發(fā)展不斷創(chuàng)新,為我們的用戶提供綠色環(huán)保的 青海果洛結(jié)構(gòu)無(wú)縫鋼管產(chǎn)品。公司立足 青海果洛結(jié)構(gòu)無(wú)縫鋼管市場(chǎng),以市場(chǎng)為導(dǎo)向,客戶為基礎(chǔ)不斷創(chuàng)新來(lái),采取新工藝,新的合作模式不斷滿足不同客戶的需求。


無(wú)縫鋼管接納的荷載方法不一樣,選擇滾動(dòng)軸承協(xié)作的緊松水平也應(yīng)不一樣,當(dāng)接納固定不動(dòng)荷載時(shí),協(xié)作應(yīng)松些,使?jié)L動(dòng)軸承在機(jī)械設(shè)備上用拆比較便捷,但也不可以太松,要不然會(huì)造成在相協(xié)作零件上拖動(dòng)而使協(xié)作面磨壞,因此,一般應(yīng)取用銜接協(xié)作或具備非常少間隙的間隙協(xié)作。
當(dāng)無(wú)縫鋼管接納轉(zhuǎn)動(dòng)荷載時(shí),應(yīng)選擇過緊的協(xié)作,以防止該拋圈在協(xié)作零件上拖動(dòng),使協(xié)作面產(chǎn)生磨壞,但過盈量不可以很大,要不然會(huì)使?jié)L動(dòng)軸承內(nèi)部的側(cè)隙減少以至完全消退,產(chǎn)生過大的接觸壓力,造成 軸磨壞加快,影響其使用壽命。
當(dāng)無(wú)縫鋼管接納擺動(dòng)荷載時(shí),選擇協(xié)作的緊松水平,一般與無(wú)縫鋼管接納轉(zhuǎn)動(dòng)荷載時(shí)采用的協(xié)作同樣,也許稍緊一些。
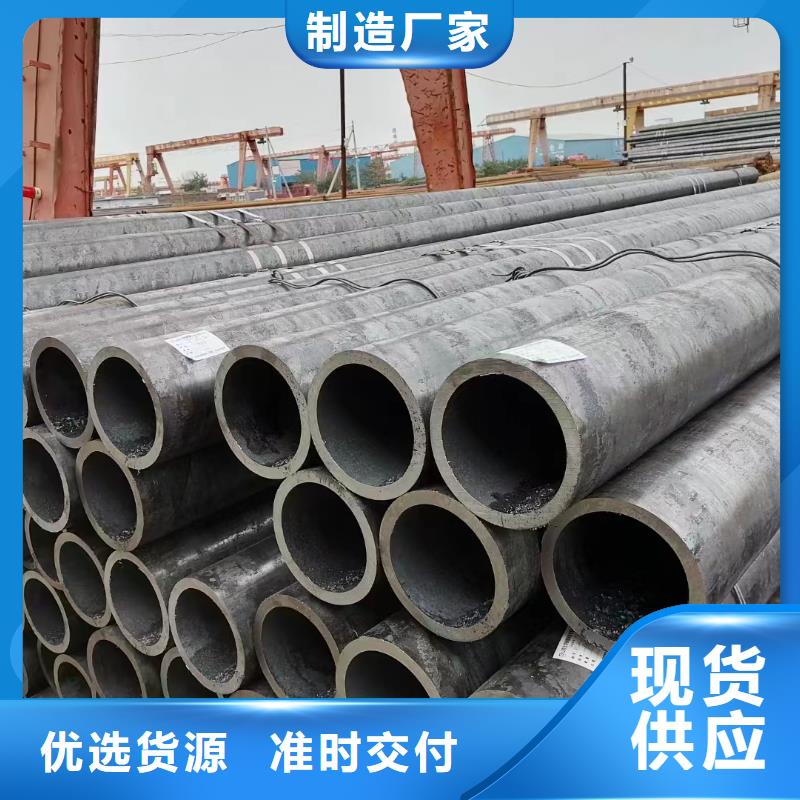
無(wú)縫鋼管生產(chǎn)步驟:管料歷經(jīng)積極軋管機(jī)上不斷冷軋******經(jīng)均整個(gè)機(jī)械均整壁厚,經(jīng)定徑機(jī)定徑,抵達(dá)規(guī)范規(guī)定,應(yīng)用連續(xù)式軋管機(jī)組生產(chǎn)熱扎無(wú)縫鋼管是較的方法,一般 在二輥式擠壓機(jī)上開展,無(wú)縫鋼管在變橫斷面圓洞槽和沒動(dòng)的錐型頂邊所構(gòu)成的環(huán)狀板孔中冷軋,冷拉一般 在多肽鏈?zhǔn)交螂p鏈條式冷拔機(jī)上開展捏揉法已然加溫好的管料放到密閉式的捏揉圓桶內(nèi)破孔棒與捏揉桿一同健身運(yùn)動(dòng),使捏揉件從較小的模孔中擠壓,此方法可生產(chǎn)直徑較小的無(wú)縫鋼管。



無(wú)縫鋼管的應(yīng)用領(lǐng)域很廣,很多機(jī)械、工程都會(huì)使用到,那么它究竟是怎么生產(chǎn)出來(lái)的呢?今天就由小編帶大家來(lái)認(rèn)識(shí)一下無(wú)縫鋼管的生產(chǎn)方法。
1、減徑軋制和定徑軋制
雖然在終調(diào)整外徑的減徑軋制和定徑軋制方面沒有值得特殊介紹的技術(shù)發(fā)展,但大口徑定徑機(jī)有許多也采用了三輥式定徑機(jī)。采用三輥的缺點(diǎn)是輥距無(wú)法變更,因此機(jī)架的臺(tái)數(shù)多,但近出現(xiàn)了輥距可變的軋機(jī),還提出了四輥減徑機(jī)的想法。今后芯棒式無(wú)縫管軋機(jī)和定徑機(jī)及張力減徑機(jī)的直接連接技術(shù)也將引起人們的關(guān)注。以上所述的鋼管領(lǐng)域中的高合金穿孔用芯棒的開發(fā)和芯棒及毛管坯導(dǎo)槽潤(rùn)滑劑的開發(fā)等與摩擦學(xué)技術(shù)有很大的相互關(guān)系,因此希望長(zhǎng)壽命化技術(shù)有進(jìn)一步的發(fā)展。
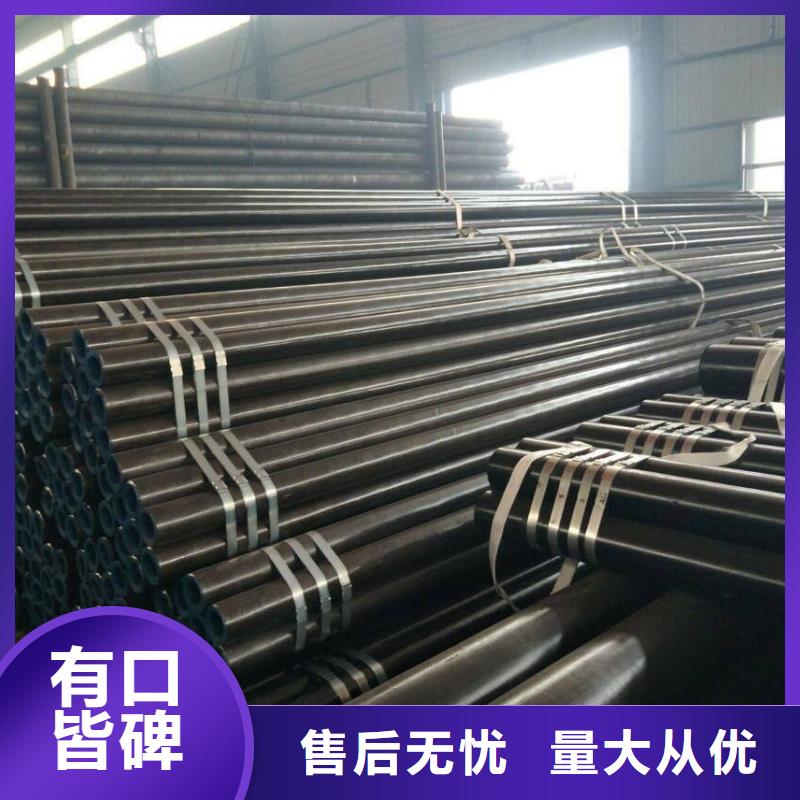
重慶無(wú)縫鋼管廠家
2、拉伸軋制
芯棒式無(wú)縫管軋機(jī)已向大型化和緊湊化方向發(fā)展。機(jī)架數(shù)由7~9機(jī)架減為4~5機(jī)架,穿孔機(jī)和芯棒式無(wú)縫管軋所需的能源消耗共計(jì)可減少20%左右。在芯棒式無(wú)縫管軋機(jī)的控制技術(shù)中,為減少其后在張力減徑機(jī)中管端壁厚的切頭損失,開發(fā)了管端預(yù)先減薄成形技術(shù),即用芯棒式無(wú)縫管軋機(jī)預(yù)先將管端減薄的成形技術(shù),并在鋼管軋機(jī)上首次采用了油壓壓下裝置。
3、穿孔軋制
使用方鋼坯的PPM(壓力輥穿孔機(jī))已被替換為使用圓鋼坯的斜輥穿孔機(jī)。圓錐形穿孔機(jī)的優(yōu)點(diǎn)是具有旋轉(zhuǎn)鍛造的效果和抑制圓周方向剪切變形的作用,因此可以抑制鋼管內(nèi)面的缺陷,可用于難加工性材料的穿孔,尤其是可以用于擴(kuò)孔和薄壁穿孔。采用普通穿孔機(jī)時(shí),壁厚/外徑比(T/D)的極限為大約6%,而采用圓錐形穿孔機(jī)時(shí)能進(jìn)行T/D為3.2%的薄壁管穿孔。



1953年12月26日,在我國(guó)的北方鞍山-鞍鋼無(wú)縫鋼管廠,幾乎所有的工人都提前來(lái)到了工廠,緊張又興奮。
這 ,中國(guó)冶金史將掀開新的一頁(yè)。
下午2點(diǎn)半,操作臺(tái)上的工人們各就各位。
一錠通紅的鋼坯,從高溫加熱爐里滾出,鉆過穿孔機(jī)。
當(dāng)火紅的鋼管頭緩緩露出,在場(chǎng)的人無(wú)不歡呼雀躍,新 根無(wú)縫鋼管誕生了。
