


聯系我們

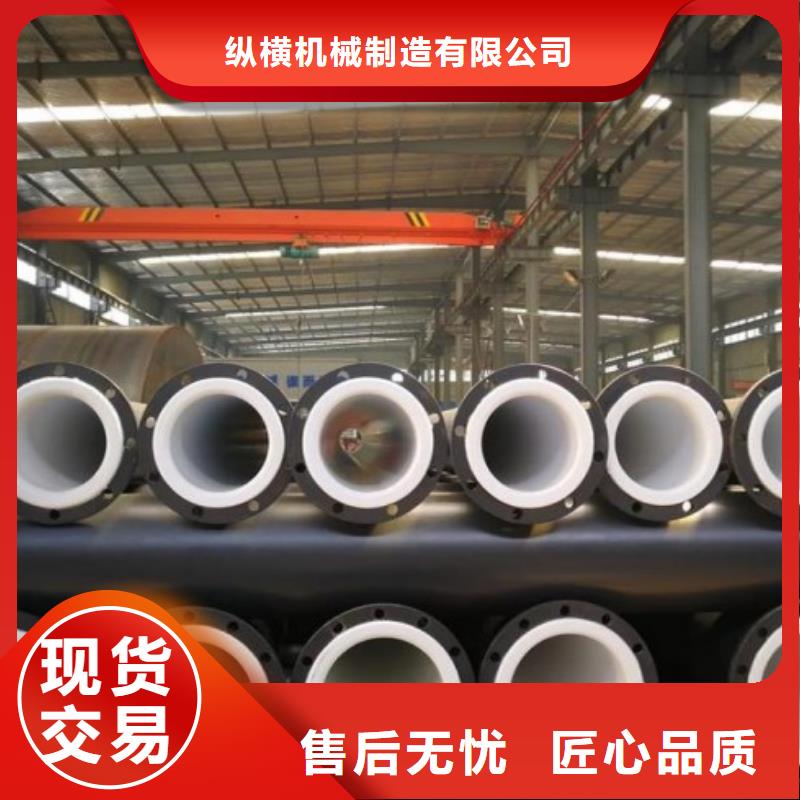
防腐襯塑管道襯四氟管追求品質
更新時間:2025-01-24 00:20:43 瀏覽次數:5 公司名稱:洛陽 縱橫機械制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產品規格 | 按要求訂做 |
| 生產工藝 | 熱滾塑工藝 |
| 連接方式 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執行標準 | HG20536-93 |
| 應用領域 | 化工、環保、冶煉、電力等行業 |




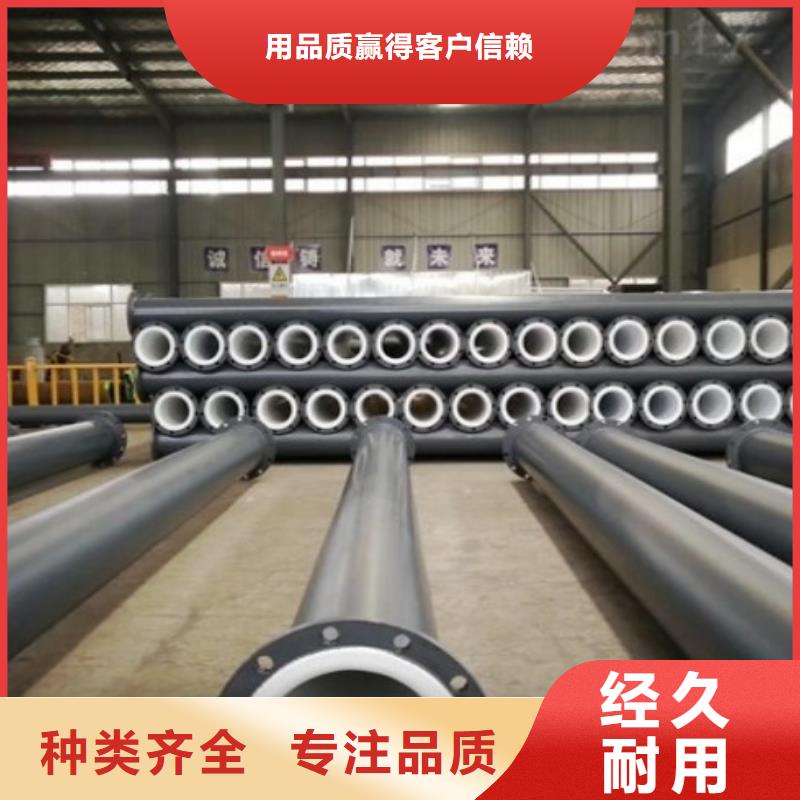


襯塑管道的技術指標
一、襯塑管道工作壓力:≤1.6mPa,承受負壓,介質溫度:-40℃~110℃,襯層厚度:設備8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、襯塑管道技術要求:
【1】設備制造驗收規范按HGJ92-90標準、GHJ33-91標準;
【2】設備及管件法蘭按GB2555-81、GHJ45-91標準或用戶要求配制;
【3】設備焊接按GB/T4709-92標準,焊縫按GB13985-88標準;
【4】選用JG-873型電火花孔探傷儀,輸出電壓5KV-30KV探頭在防腐襯里層表面以移動速度不超過50mm/s探測,以不擊穿為合格。
襯塑管道的檢測
【1】襯塑管道內襯原材料材質檢測;
【2】內襯厚度檢測(≧3mm);
【3】剝離強度檢測(聚乙烯襯層與管內壁粘接力≧70N/cm);
【4】電火花檢測(內襯層15KV電火花檢測,應無漏電);
【5】壓力試驗檢測(DN150/200/300/400:水壓試驗壓力:21MPa和氣壓試驗壓力16.5MPa;DN600水壓試驗壓力:5.0MPa和氣壓試驗壓力4.0MPa;);
【6】絕緣電阻、電絕緣強度檢測。



縱橫機械制造有限公司在建立現代企業制度的基礎上,建立了一套完善的人事管理、生產管理、質量管理、財務管理、營銷管理、信息管理等綜合管理體系。公司研發中心擁有雄厚的科技力量和強大的科研實力,匯聚海內外專家學者進行科研攻關。 公司 四川遂寧鋼襯塑生產基地擁有國際技術水平的生產環境的生產設備, 以及正在完善適合公司發展、適應市場需求的運營模式。在這個充滿機遇挑戰的新的歷史時期,公司將以市場為導向,以人才為根本,以技術為支撐,以資本為紐帶,打造一個實力雄厚、核心競爭力強大的國際化企業。在這里,我們將用信念、追求和執著開啟新的航程,乘風破浪,勇往直前,駛向我們的理想和目標。


襯塑管道成為化工行業發展中不可缺少的產業
化工產業作為重要的經濟發展節點,在鋼襯塑管道等防腐管材的推動下,成為新化工發展的開路先鋒。隨著傳統化工的發展,在推動經濟市場發展的同時,也成為廢物生產的元兇之一。因此,為了促進化工產業平穩發展,提高產業發展質量和效益,鋼襯塑管道的出現,為化工產業打造循環市場提供了保障。
鋼襯塑管道產業在面對化工低效、高耗的形勢下,圍繞化工產業向環保發展的目標,通過技術創新,了化工產業環保節能減排的水平,進一步推動了化工企業的轉型升級。在化工污染的壓力下,要實現化工企業低耗、高產和高廢物利用率的目的,引入鋼襯塑管道等新型管材管件,是化工企業解決問題的有效途徑。從十八大三中全會中, 反復重申生態文明建設,可見環境保護的重要性與迫在眉睫。這對于化工企業來說,唯有增強自身裝備工藝技術和完善環保體系,才不會被時代所淘汰。當前,我國正處在經濟社會快速發展的歷史進程,隨著新型化工建設的深入推進,使鋼襯塑管道的核心價值得以凸顯。面對化工產業管道改造的問題上,實現鋼襯塑管道等新型防腐管材的發展,將是推進化工產業經濟循環發展的重點。在 對鋼襯塑管道等新型管材的推廣及宣傳力度下,也對化工企業給予了大量的政策和財政扶持。并鼓勵化工企業合理運用鋼襯塑管道等新型管材,實現化工發展和產業循環經濟產業鏈的建立。
襯塑管道更具有市場優勢
鋼襯塑管道的生產工藝是滾塑,即旋轉成型、澆鑄旋轉成型。用來滾塑的物料是燒結型干粉料。較常用的是聚乙烯、聚苯乙烯、聚丙烯等等。物料加入閉合模具中旋轉同時受熱,熱熔在模具內壁表面,冷卻后得到相同形狀的塑料制品。
鋼襯塑管道在整個的制作過程中,模具的轉動速度,加熱和冷卻的時間經過嚴格的控制。滾塑的制作程序還便于調整內襯層厚度,以及給予外部的附屬設計留有空間。
鋼襯塑管道這種生產工藝降低了成本相比其它類型的生產工藝更具有市場優勢。滾塑工藝設計靈活,可以做成不同形狀大小不同的部件。應用與襯塑管道中來節省消耗成本也將向提高產量的方向發展。



bjgd

化工防腐襯塑管道安裝工程質量控制
化工廠防腐襯塑管道安裝工程,如何進行質量控制呢?
如果把化工廠比喻成一個人的話:設備必然是“心臟部位”;輸送原料、水、氣、成品等的工藝管道就是“動脈血管”, 在生產流程中有著至關重要的地位。所以,在工程建設開始,就要對工藝管道鋼襯塑管道安裝的質量進行嚴格控制,如果質量,將會大大影響以后的正常生產;作為化工施工單位,控制好工藝管道安裝質量,是安裝企業生存的關鍵,也是以后生產單位能夠“生產”的保證。對工藝管道施工質量的控制,要從施工準備開始到吹洗、氣密試驗結束全過程進行控制,我們可以將工程分為以下三個階段:
準備階段要了解本項目工藝施工的特點,確定施工難點和容易出現質量問題的主要部位,一般應從以下幾個方面著手:
1、組織機構:
建立質量保證體系、組織機構和質量管理制度,明確各管理部門的質量職責,落實責任人;且項目部人員一但確定,工程竣工前非萬不得以,不得應該隨意更換。
2、技術方面:
要仔細熟悉施工圖紙,從流程圖中了解所施工裝置每臺設備的主要作用,結合管道特性一覽表,熟悉設備之間連接的各條工藝管線的介質、壓力、材質、溫度等,對高溫、高壓、特殊材質、特殊介質的管線,由此明確質量控制的主要內容,編制出本項目工藝管道施工的質量控制主要目標;在審查施工方案時,對質量標準、主要項目的施工方法,質量保證措施應提出明確合理的要求。
3、人員培訓:
針對本項目的管道設計材質,編制焊接工藝規程,作出合格的符合規范要求的焊接工藝評定,對焊工進行相關培訓,取得相應項目的焊接資質。
4、材料采購:
根據備料計劃要求的材質、規格型號、標準,應選擇有加工制造能力并有制造資質的合格材料供應商。材料驗收時必須符合相關要求;質量證明書應是原件,內容應與實物相符并且數據真實符合標準要求;閥門到現場還必須入行水壓試驗,所有合金鋼管道、管件、閥門等必須對化學成分入行復驗(作光譜分析);高壓管道、管件、閥門必須進行復驗。
5、焊接材料驗收:
外觀包裝不應有破損受潮現象,包裝上的標記(型號、牌號、規格、生產日期、生產批號)與所附質量證明文件應一致,如果不一致,必須進行復檢合格。
安裝過程
施工前工程技術人員必須對施工人員進行技術交底,交底內容主要是施工方法,質量保證措施,質量標準等內容;為保證預制質量,可以避免天氣、環境對施工的影響,比較有利于施工質量的控制。