



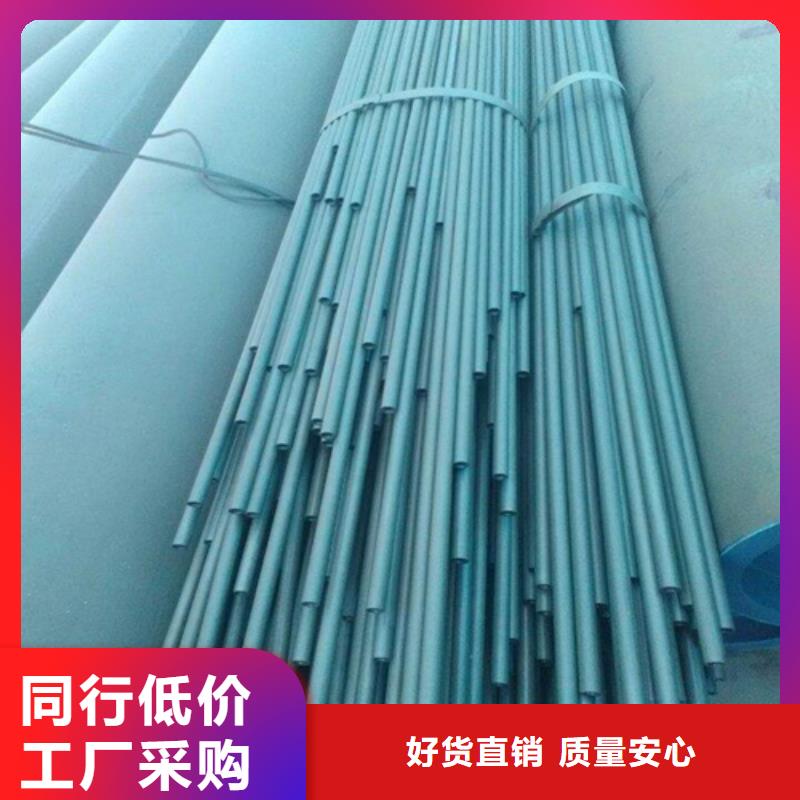
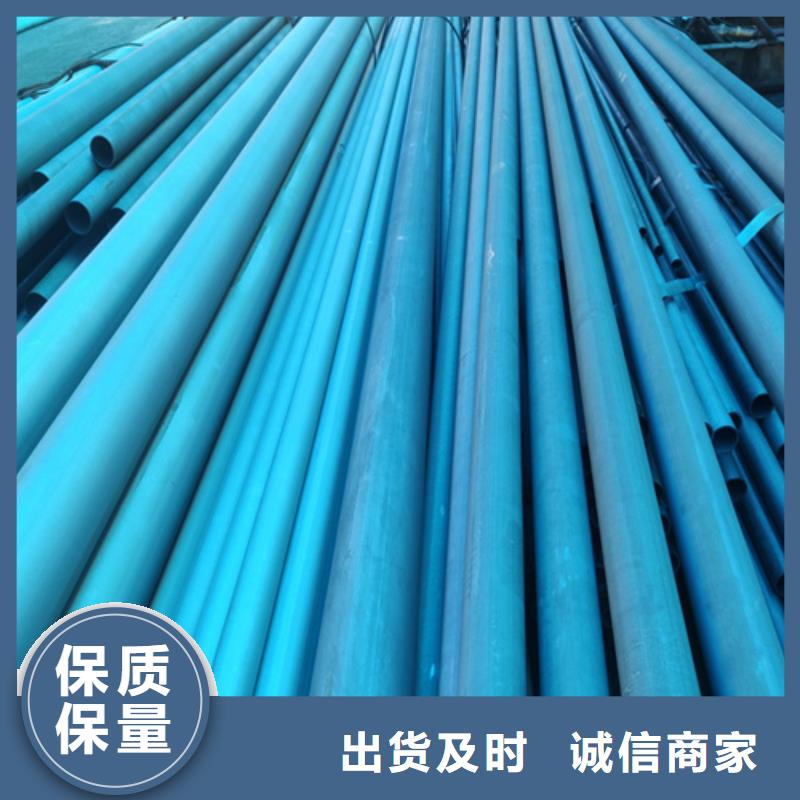






酸洗處理產品特點優勢:碳鋼酸洗鈍化鋼管酸洗和鈍化合二為一,大大提高了勞動生產率2: 酸洗鈍化液的使用和操作非常方便,磷化無縫鋼管槽洗浸泡使用中小型碳鋼管件,或使毛刷刷涂或噴淋的方法進行操作, 清水沖洗即可使用溫度5-30攝氏度,酸洗鈍化5-15分鐘左右即可達到酸洗效果。鈍化,有時也稱“酸洗”金屬由于介質的作用生成的腐蝕產物如果具有致密的結構,形成了一層薄膜(往往是看不見的),緊密覆蓋在金屬的表面,則改變了金屬的表面狀態,使金屬的電極電位大大向正方向躍變,而成為耐蝕的鈍態。如Fe→Fe++時標準電位為-0.44V,磷化無縫鋼管鈍化后躍變到+0.5~1V,而顯示出耐腐蝕的貴金屬性能酸洗鈍化無縫鋼管。
酸洗鈍化無縫鋼管上海高鋅層有花鍍鋅板卷市場部分報價小幅下調10元/噸,出貨并不通暢,面對鋼廠后期訂貨量增加,貿易商急于回籠資金減少庫存壓力。貿易商反映,受交通管制影響,本周社會庫存減少,但下周伴隨港口到貨量增加,社會庫存將出現大幅增加。另一方面,本周熱軋期貨指數回落,較上周減少300噸,商家心態不穩,看空后市。本周外圍市場重慶中板價格以穩為主,渝貴價差保持在120元/噸,兩地價差依然較大。整體看來,預計下周貴陽中板價格或繼續以震蕩偏弱為主。
酸洗鈍化磷化無縫管 槽式酸洗工藝流程及配方(1)脫脂。脫脂液配方為:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余為水。操作工藝要求為:液體溫度70~80℃,浸泡4h。(2)水沖。壓力為0.8MPa的潔凈水沖干凈。(3)酸洗。酸洗液配方為:HCl為13%~14%;緩蝕劑為1%;其余為水。操作工藝要求為:常溫浸泡1.5~2h。(4)水沖。用壓力為0.8MPa的潔凈水沖干凈。酸洗鈍化無縫鋼管(5)二次酸洗。酸洗液配方同上。操作工藝要求為:常溫浸泡5min。(6)中和。中和液配方為:NH4OH稀釋至pH值為10~11的溶液。操作工藝要求為:常溫浸泡2min。(7)鈍化。鈍化液配方為:鈍化劑為8%~10%;NH4OH為2%;其余為水。操作工藝要求為:常溫浸泡5min。(8)水沖。用壓力為0.8MPa的凈化水沖凈為止。酸洗鈍化無縫鋼管(9)快速干燥。用蒸汽、過熱蒸汽或熱風吹干(10)封管口。用塑料管堵或多層塑料布捆扎牢固。如按以上方法處理的管子,管內清潔、管壁光亮,可保持2個月左右不銹蝕;若保存好,還可以延長時間
酸洗鈍化鋼管后的廢水處理工藝具體有中和法,硫酸鐵法,大口徑酸洗鈍化鋼管鈍化的正確處理方式有機溶液萃取法,透析法,離子交換法等。在蒸汽噴射真空結晶方法中,廢酸溶液通過具備著高霧化動力等級的噴嘴噴射到燃燒火焰上,磷化無縫鋼管使得水蒸發,酸洗鈍化無縫管效果的質量檢驗方法除此另外一般可以獲得大約35%的硫酸和部分一水硫酸亞鐵。其工作規則采取的主要措施以下:(1)酸洗池內外及地面均采用聚丙烯板內襯,接縫嚴密,杜越廢水漏入地下水體。(2)在酸洗池旁設置廢水收集溝,酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業有限公司收集運行中產生了的廢水和電鍍溶液,滴加和泄漏,酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業有限公司所有廢水和電鍍溶液排放到廢水池的集中處。