

對于橋梁護欄_【不銹鋼景觀護欄】貼心服務產品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。
以下是:橋梁護欄_【不銹鋼景觀護欄】貼心服務的圖文介紹
不銹鋼復合管橋梁護欄橋梁燈光護欄用途和使用的領域都是比較廣泛的,一般的話我們在進行觀看燈光護欄的時候會看到它是很有光澤的,這就是因為燈光護欄通過拋光來進行實現的。燈光護欄常見的主要的拋光的方式有哪些呢?主要是通過常見的這樣的幾種方式來進行決定的。
燈光護欄電化學拋光:好處是鏡面光澤堅持長,技能安穩,污染少,成本低,防腐性好. 其缺點是防污染性高,加工設備一次性出資大,凌亂件要工裝,輔佐電極,大量生產還需求降溫設備. 比較適合批量生產,首要應用于產品,出口產品,其加工技能安穩,操作簡略。燈光護欄化學拋光:好處是加工設備出資少,凌亂件能拋,速度快,效率高,防腐性好. 其缺點是光亮度差,有氣體溢出,需求通風設備,加溫困難. 適宜加工小批量凌亂件及小零件光亮度請求不高的產品.
??燈光護欄機械拋光:燈光護欄所用的常見的辦法。其利益是加工后零件的整平性好,光亮度高. 其缺點是勞動強度大,污染嚴峻,而且凌亂零件無法加工,而且其光澤不能共同,光澤堅持時刻不長,發悶,生銹. 比較適宜加工簡略件,中,小產品. 對一般不銹鋼扶手而言,機械輔佐,手藝打磨拋光即可。
燈光護欄電化學拋光:好處是鏡面光澤堅持長,技能安穩,污染少,成本低,防腐性好. 其缺點是防污染性高,加工設備一次性出資大,凌亂件要工裝,輔佐電極,大量生產還需求降溫設備. 比較適合批量生產,首要應用于產品,出口產品,其加工技能安穩,操作簡略。燈光護欄化學拋光:好處是加工設備出資少,凌亂件能拋,速度快,效率高,防腐性好. 其缺點是光亮度差,有氣體溢出,需求通風設備,加溫困難. 適宜加工小批量凌亂件及小零件光亮度請求不高的產品.
??燈光護欄機械拋光:燈光護欄所用的常見的辦法。其利益是加工后零件的整平性好,光亮度高. 其缺點是勞動強度大,污染嚴峻,而且凌亂零件無法加工,而且其光澤不能共同,光澤堅持時刻不長,發悶,生銹. 比較適宜加工簡略件,中,小產品. 對一般不銹鋼扶手而言,機械輔佐,手藝打磨拋光即可。



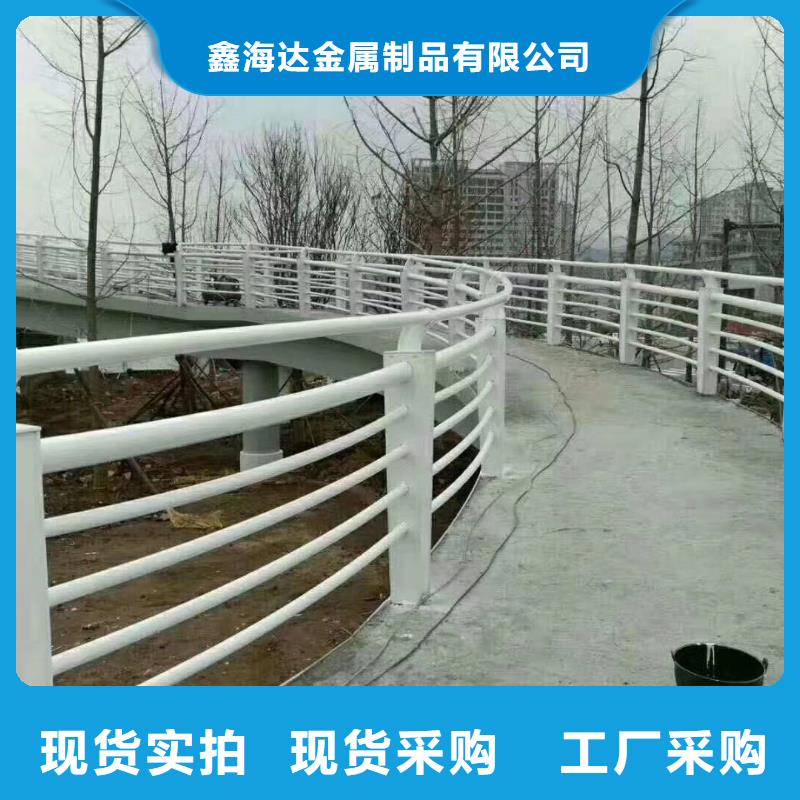
不銹鋼復合管橋梁護欄防撞護欄 動態變形量。剛性護欄 動態變形量小于或等于10CM ; 無論是哪一種形式的護欄,如果用于橋梁護欄,其護欄 動態變形量應小于或等于50CM; 半剛性三波梁護欄 動態變形量小于或等于75CM; 半剛性雙波梁護欄 動態變形量小于或等于100CM ; 柔性護欄可根據其安裝位置參照半剛性護欄 動態變形量的指標。
車輛與護欄發生碰撞時應能保證車內乘員的生命,不受到嚴重傷害。
防撞護欄應能夠有效地阻擋車輛并對車輛進行導向,禁止車輛任何形式的穿越、翻越、騎跨、下穿護欄。
防撞 護欄應有良好的導向性能,車輛碰撞后的駛出角度應小于碰撞角度的60%.



鑫海達金屬制品有限公司是一家高度專業化的公司,專業營銷管理能力和財務管控能力,緊緊圍繞核心形成的優勢。以質量求生存,公司擁有龐大的銷售服務體系、先進的技術、專業的設計團隊。我們注重產品質量的同時更注重售前、售中和售后的服務。公司主張長期合作、持續經營、跨步發展。
面對經濟全球化的要求,公司將繼續秉承“打造精品,做強企業,奉獻社會”的企業宗旨,發揚“團結協作,勤奮敬業,務實創新,的企業精神,努力踐行“不在守業中求生,要在擴業中圖強”的發展理念,科學整合資源,加強企業管理,增強企業核心競爭能力。
公司堅持優良服務,誠信為本,與時俱進,科技為先的企業理念,堅持科技先導、用戶至上的宗旨,竭誠為廣大用戶服務。


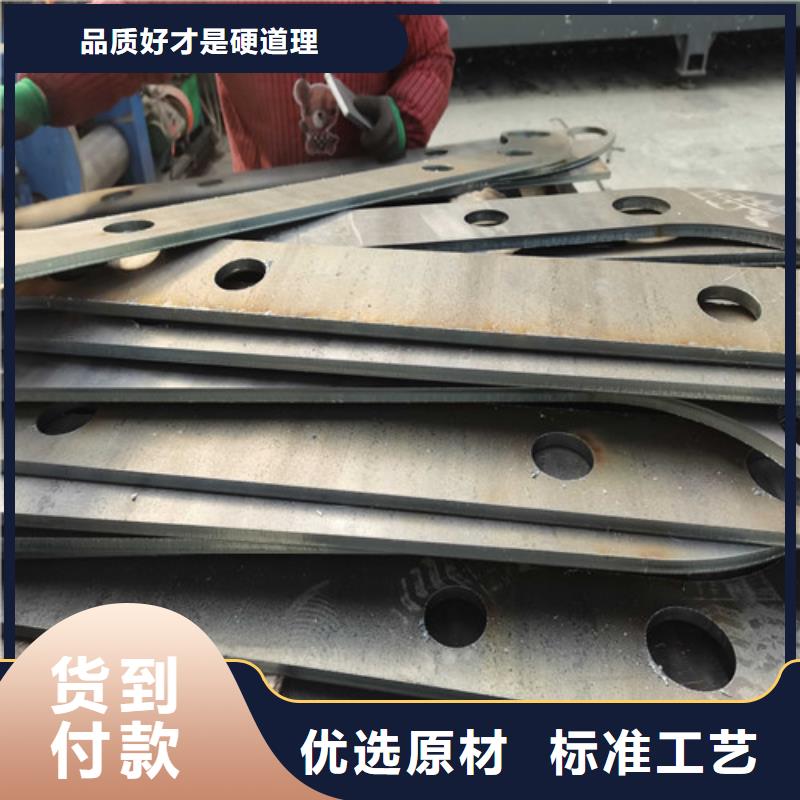
不銹鋼復合管護欄焊接進程
如果因液態縮短和凝結縮短形成的體積縮短等于因外殼尺度縮小所形成的體積減縮,則凝結的外殼仍和內部液態金屬緊密觸摸,不會發生縮孔。可是,因為合金的液態縮短和凝結縮短超過硬殼的固態縮短,因而液體將與硬殼的頂面脫離。順次進行下去,合金管硬殼不斷加厚,液面將不斷下降,待金屬全部凝結后,在鑄件上部就形成了一個倒錐形的縮孔。整個鑄件的體積因溫度下降至常溫而不斷縮小,使縮孔的 體積有所減小,但其值變化不大。如果鑄件頂部設置冒口,縮孔將移至冒口中。以上對合金縮短規矩的剖析,僅涉及合金管成分、溫度等自身因素對縮短的影響,沒有考慮縮短進程中遇到的各種阻止,這種縮短稱為自在縮短。實際上,合金管鑄件在鑄型中縮短時,要遭到各種阻止而使縮短不能自在進行,這時發生的縮短稱為受阻縮短。受阻縮短率總小于自在縮短率,阻力更大時將出現裂紋。
焊接進程:先焊復合層,后焊底層,流程:封焊層——打底焊——過渡層——填充層——蓋面層。管子對焊組對時,其內壁應齊平,內壁錯邊量不宜超過管壁厚度的10%,且應≤2mm。焊接時,應盡量選用多層焊,各焊層焊道的接頭應盡量錯開,焊道不宜太寬太厚。點固焊時管內有必要充氬,以保證點固焊焊縫質量。打底焊時,仰焊方位選用內填絲,立焊、平焊方位選用外填絲法進行焊接。應在坡口內引弧,禁止在非焊接部位引弧,接弧處應保證焊透與熔合,熄弧時應填滿弧坑,焊接即將結束時,應減小氬氣流量,避免氣壓過大使焊縫發生凹陷。焊絲不能與鎢級觸摸或直接深化電弧的弧柱區,避免損壞電弧的安穩和發生夾鎢缺點,焊絲端部不得退出保護區,避免焊絲氧化。
如果因液態縮短和凝結縮短形成的體積縮短等于因外殼尺度縮小所形成的體積減縮,則凝結的外殼仍和內部液態金屬緊密觸摸,不會發生縮孔。可是,因為合金的液態縮短和凝結縮短超過硬殼的固態縮短,因而液體將與硬殼的頂面脫離。順次進行下去,合金管硬殼不斷加厚,液面將不斷下降,待金屬全部凝結后,在鑄件上部就形成了一個倒錐形的縮孔。整個鑄件的體積因溫度下降至常溫而不斷縮小,使縮孔的 體積有所減小,但其值變化不大。如果鑄件頂部設置冒口,縮孔將移至冒口中。以上對合金縮短規矩的剖析,僅涉及合金管成分、溫度等自身因素對縮短的影響,沒有考慮縮短進程中遇到的各種阻止,這種縮短稱為自在縮短。實際上,合金管鑄件在鑄型中縮短時,要遭到各種阻止而使縮短不能自在進行,這時發生的縮短稱為受阻縮短。受阻縮短率總小于自在縮短率,阻力更大時將出現裂紋。
焊接進程:先焊復合層,后焊底層,流程:封焊層——打底焊——過渡層——填充層——蓋面層。管子對焊組對時,其內壁應齊平,內壁錯邊量不宜超過管壁厚度的10%,且應≤2mm。焊接時,應盡量選用多層焊,各焊層焊道的接頭應盡量錯開,焊道不宜太寬太厚。點固焊時管內有必要充氬,以保證點固焊焊縫質量。打底焊時,仰焊方位選用內填絲,立焊、平焊方位選用外填絲法進行焊接。應在坡口內引弧,禁止在非焊接部位引弧,接弧處應保證焊透與熔合,熄弧時應填滿弧坑,焊接即將結束時,應減小氬氣流量,避免氣壓過大使焊縫發生凹陷。焊絲不能與鎢級觸摸或直接深化電弧的弧柱區,避免損壞電弧的安穩和發生夾鎢缺點,焊絲端部不得退出保護區,避免焊絲氧化。


