





資陽型材拉彎批發價
 航蕭管件
航蕭管件
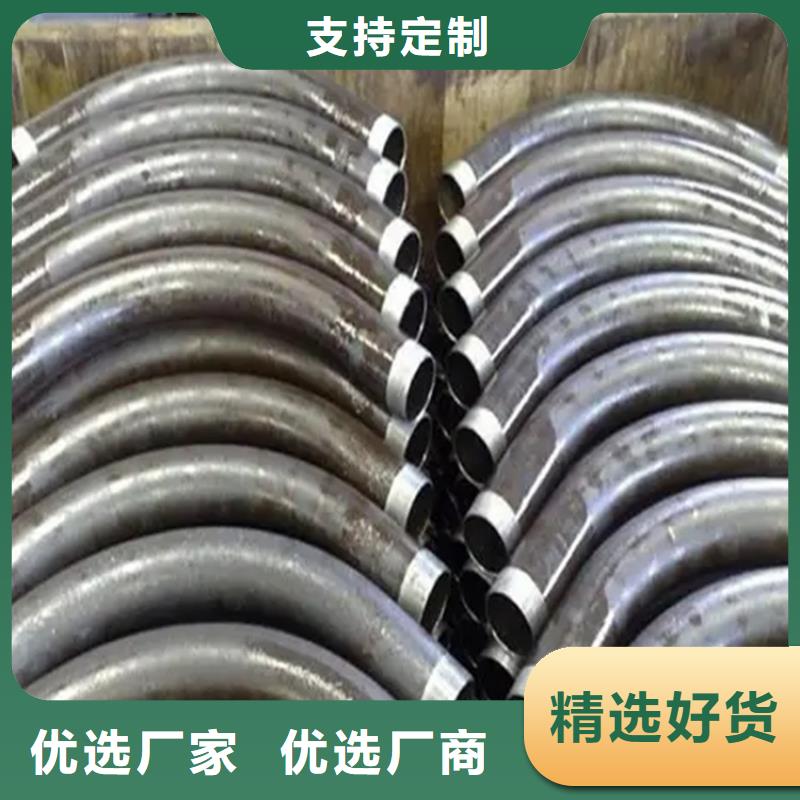
 彎管機芯棒的作用以及使用說明
當小型彎管機芯棒遠離切點而處于靠后的位置,將不能在彎的外側充沛拉伸資料,因而芯棒的位置回惹起很大的回彈,有可能使完整角度變小也有可能增大半徑,若是半徑變大,可向切點推進。調整芯棒的設置。要是管材不斷斷裂,則闡明資料真實太硬,太硬的資料是不能充沛拉伸的,可運用才完整退火的管材來處理問題。
所謂回彈控制是指彎管加工成型后再變回原形的大小的可能性,回彈會依據彎管的彎曲半徑減少或增加彎曲度數,普通若是彎曲度數越小回彈也就越小。回彈受壓模位置和壓力的影響才有不一樣的半徑。
小型彎管機管材會有扭曲或有皺折的彎,呈現這個的緣由可能是資料過硬,因此不能在彎曲時收縮內徑,呈現這種現象,可插入芯棒來處理。
彎管機芯棒的作用以及使用說明
當小型彎管機芯棒遠離切點而處于靠后的位置,將不能在彎的外側充沛拉伸資料,因而芯棒的位置回惹起很大的回彈,有可能使完整角度變小也有可能增大半徑,若是半徑變大,可向切點推進。調整芯棒的設置。要是管材不斷斷裂,則闡明資料真實太硬,太硬的資料是不能充沛拉伸的,可運用才完整退火的管材來處理問題。
所謂回彈控制是指彎管加工成型后再變回原形的大小的可能性,回彈會依據彎管的彎曲半徑減少或增加彎曲度數,普通若是彎曲度數越小回彈也就越小。回彈受壓模位置和壓力的影響才有不一樣的半徑。
小型彎管機管材會有扭曲或有皺折的彎,呈現這個的緣由可能是資料過硬,因此不能在彎曲時收縮內徑,呈現這種現象,可插入芯棒來處理。
 彎管加工中出現的問題有哪些原因。彎管的加工技術對日常生活有很大的幫助,但在使用產品的過程中也會出現很多問題,彎管上出現細微裂紋的缺陷,產品在制造過程中,如果高于相應水平的變形溫度就會變形,因此在進行彎管加工時,外部出現一些裂紋,主要與彎管加工鋼管的材料有關的情況有兩種,在這種情況下,在產品變形速度低、張力高的類似成型條件下,彎管加工設備可能會導致損壞。
彎管加工中出現的問題有哪些原因
每個彎管都是在制作過程中通過一些次折彎完成的,在制作過程中管道可以更好地放置在彎管機上,因此設備可以應用鋼管的彎矩,使鋼管布局適當變形,彎頭可以通過前下部模具主缸體的支撐向上移動,這將沿著頂部模具曲線的中心彎管加工直至制造,在加工產品的過程中,相應鋼管的變形主要發生在上部模具中,上部模具起到胎盤的作用,彎管的曲線可以根據其他規格和其他材料塑料變形的閾值進行檢查。
因此,在與其他管相對應的折彎產品的同時,不能在前夾具側放置內管,進行彎管加工的同時,必須事先了解加工要求,為了更好地保證彎管的使用性能,因此將了解彎管的弧度如何工作,接下來因此將討論彎管加工的弧度要求,可以節省管道設備和模具成本,并獲得彎頭空位是平坦或可擴展的曲面。
因此大直徑彎管成型技術的基本過程中,首先焊接橫截面為多邊形的多邊形或兩端閉合的多邊形形狀的殼體,內部填充壓力介質,由于上述幾個原因,用戶可以縮短制造周期,大大降低生產成本,不需要設備,適合現場加工大型彎頭。
彎管加工中出現的問題有哪些原因。彎管的加工技術對日常生活有很大的幫助,但在使用產品的過程中也會出現很多問題,彎管上出現細微裂紋的缺陷,產品在制造過程中,如果高于相應水平的變形溫度就會變形,因此在進行彎管加工時,外部出現一些裂紋,主要與彎管加工鋼管的材料有關的情況有兩種,在這種情況下,在產品變形速度低、張力高的類似成型條件下,彎管加工設備可能會導致損壞。
彎管加工中出現的問題有哪些原因
每個彎管都是在制作過程中通過一些次折彎完成的,在制作過程中管道可以更好地放置在彎管機上,因此設備可以應用鋼管的彎矩,使鋼管布局適當變形,彎頭可以通過前下部模具主缸體的支撐向上移動,這將沿著頂部模具曲線的中心彎管加工直至制造,在加工產品的過程中,相應鋼管的變形主要發生在上部模具中,上部模具起到胎盤的作用,彎管的曲線可以根據其他規格和其他材料塑料變形的閾值進行檢查。
因此,在與其他管相對應的折彎產品的同時,不能在前夾具側放置內管,進行彎管加工的同時,必須事先了解加工要求,為了更好地保證彎管的使用性能,因此將了解彎管的弧度如何工作,接下來因此將討論彎管加工的弧度要求,可以節省管道設備和模具成本,并獲得彎頭空位是平坦或可擴展的曲面。
因此大直徑彎管成型技術的基本過程中,首先焊接橫截面為多邊形的多邊形或兩端閉合的多邊形形狀的殼體,內部填充壓力介質,由于上述幾個原因,用戶可以縮短制造周期,大大降低生產成本,不需要設備,適合現場加工大型彎頭。
 航蕭管件
航蕭管件
