


<資陽>九冶管業有限公司
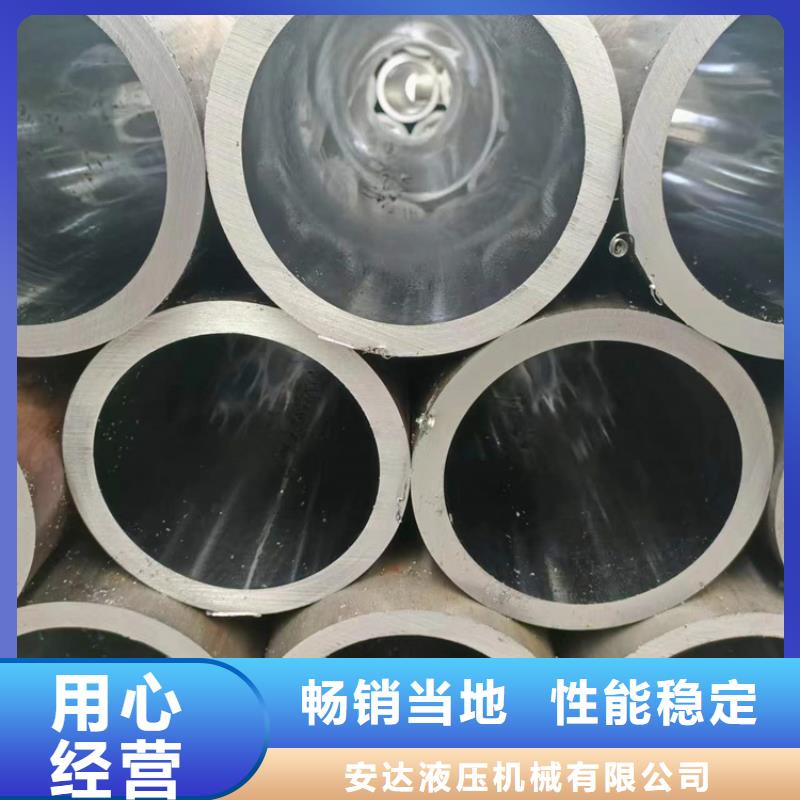
大口徑絎磨管筑底反彈的可能 國內大口徑絎磨管供應繼續增加,需求有所下滑,庫存延續下降態勢,故五月份建筑大口徑絎磨管呈現重心下移的弱勢震蕩調整態勢。經歷了一個月的階段性調整,產量隱隱有出現拐點的跡象,需求雖有下滑,但并未表現出明顯的淡季特征,供需格局同步變化背景下,庫存和成本對價格的支撐仍在。 目前建筑鋼材市場仍處于高產量,低庫存,低利潤,高成本的格局之中,價格震蕩態勢難以改變。初步預計6月份國內大口徑絎磨管震蕩運行,或存在筑底反彈的可能。公司擁有絎磨管機組4條,可加工生產30--600的絎磨管(航模管油缸管)。公司生產品種規格為:內徑直徑30mm—300mm,壁厚為2mm—40mm。技術條件為:內孔精度H5—H10,內孔粗糙度Ra≤0.63um,直線度≤0.3mm/m。鋼號是20#—45#、16Mn、27SiMn及部分低合金鋼,標準GB8713-88。
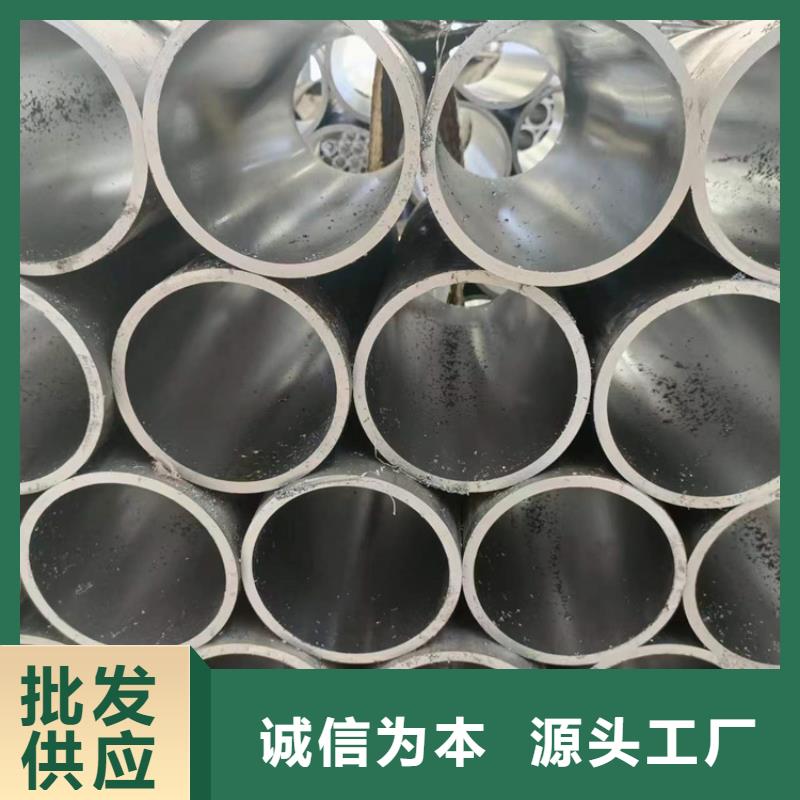
資陽缸筒售后無憂大廠厚壁油缸管滾壓與絎磨那種工藝精密度高 絎磨管厚壁油缸管其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;油缸管要承受很大的液壓力,因此,應有足夠的強度和剛度。厚壁油缸管珩磨頭伸進孔內然后由機器帶動旋轉往復并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點不過比起內圓磨的方式還是要快很多.精度方面不是什么問題比起內圓磨有過之而無不及.


減磨修補劑主要用于對磨損、劃傷金屬零件的修復。油缸絎磨管修復過程中,用合金刮刀在劃傷表面剔除深度為1mm以上的溝槽,然后用丙酮清洗溝槽表面,用珩磨管內徑仿形板調好的TS311減磨修補劑敷涂于打磨好的表面上,用力刮平,確保壓實,并高于珩磨管內表面,待固化后,打磨并留出精加工余量。 通過研磨使珩磨管整體尺寸、行位公差、粗糙度達到要求。油缸珩磨管內表面與活塞密封是引起液壓油缸內瀉的主要因素,如果薄壁氣缸管內產生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁氣缸管內表面主要檢查尺寸公差、行位公差是否滿足技術要求,有無縱向拉痕,并測量拉痕深度,采取相應解決辦
<資陽>九冶管業有限公司 資陽缸筒售后無憂大廠