



想要深入了解【螺旋管-鍍鋅型材聯系廠家】產品的獨特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設計理念的誕生到精湛工藝的呈現,讓您感受產品的魅力與品質。
以下是:【螺旋管-鍍鋅型材聯系廠家】的圖文介紹

蘇滬金屬制品有限公司以先進雄厚的技術力量,不斷開發新 四川自貢09CuPCrNiA角鋼產品,大大有效的改善了 四川自貢09CuPCrNiA角鋼的生產效率。“高技術、高品質、優質的售后服務。”是公司的宗旨。它將為廣大客戶提供的 四川自貢09CuPCrNiA角鋼產品與服務。


2.四川自貢防腐螺旋管焊接 表面焊接采用電弧焊,一次下基,兩次生存,每道焊縫均焊接一次,每層引弧引出的焊縫要錯開。 A.四川自貢防腐螺旋管管接頭應先于口,爐渣,管端的坡口角,鈍口,間隙,應符合規格;間隙之間不能采用間隙焊接或采用間隙焊接的方法來縮小間隙焊接。 B.四川自貢防腐螺旋管口應與壁齊平,長300mm長的直尺按內壁的順序排列,以關閉錯誤的端口以允許局部檢查,應為壁厚的0.2倍,且不大于2毫米 C.四川自貢防腐螺旋管縱向焊縫和圓周焊縫的位置應滿足以下要求:縱向焊縫應與管道垂直線的半圓成約45°;增強螺旋鋼管與增強環的焊縫應在縱向方向上錯開焊縫,間距不應小于100mm;加強環管的圓周焊縫截面不應小于50mm;管道的任何位置均不得有十字形焊縫。 D.四川自貢鍍鋅螺旋管定位焊接時,所有焊墊(或等級)的定位應與正式焊接相同,但焊條直徑可選精細。定位焊縫的焊接電流應選擇大于正式焊接的電流,通常為10%-15%,以確保熔深。



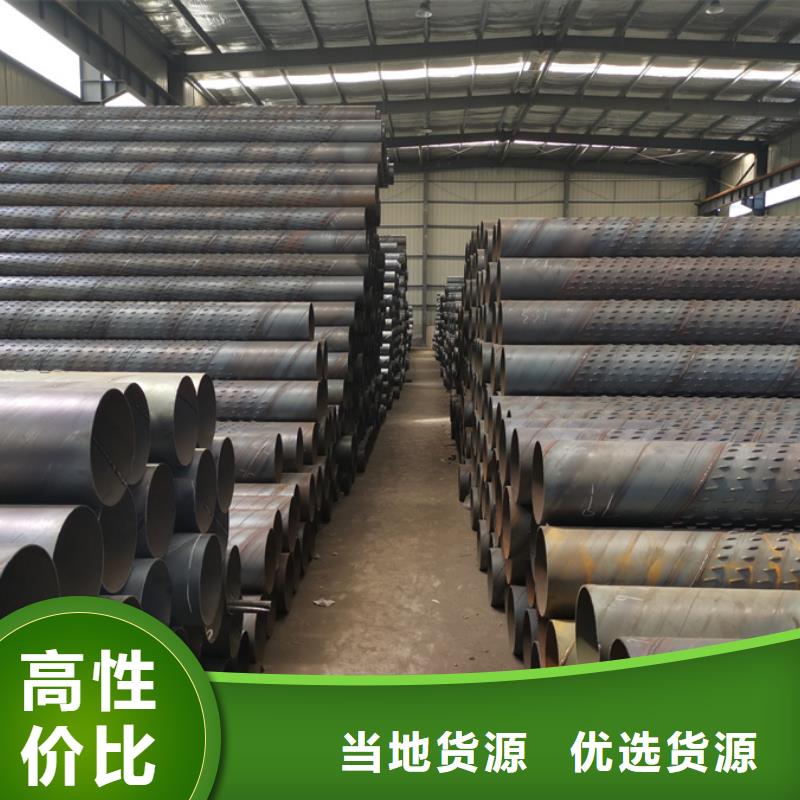
Q235系列的鋼管或者鋼板,按順序材料性能依次遞增,其實簡單地說Q235-B的材料在雜質的控制,P、S含量的控制要比Q235-A好,當然,這個系列是Q235-D。Q235螺旋鋼管是現在市場上較多的一種材質,而且螺旋鋼管都是Q235B的,Q235螺旋鋼管中的Q235代表的是一種材質,這種材質是說的屈服度是235兆帕左右,并且會隨著壁厚的變化而改變屈服度,也就是說壁厚越厚屈服度越小,由于四川自貢Q235螺旋管焊接方便,價格便宜,被市場廣泛采用。 帶頸法蘭在壓力容器行業應用較多,而且有一系列標準、行業標準等,因此帶頸法蘭設計計算方法研究以及節點試驗等相關研究參考了國內壓力容器標準中的帶頸法蘭形式,采用了國內桿塔技術規定中的柔性法蘭設計理念,即法蘭板存在輕微變形并產生頂力。
