

聯系我們

當前位置:
西安 福日達金屬材料有限公司(自貢分公司) >自貢當地今日熱點
GB5310-2008高壓鍋爐用無縫鋼管放心購買批發
更新時間:2025-05-26 02:29:09 ip歸屬地:自貢,天氣:陰轉晴,溫度:18-29 瀏覽次數:10 公司名稱:西安 福日達金屬材料有限公司(自貢分公司)
以下是:GB5310-2008高壓鍋爐用無縫鋼管放心購買批發的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 5000/噸 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 999 |
| 運費說明 | 市場價格 |
| 小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 20# |
| 產品品牌 | 福日達 |
| 產品規格 | 齊全 |
| 發貨城市 | 西安 |
| 產品產地 | 西安 |
| 加工定制 | 可加工 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 黑灰光滑 |
| 適用領域 | 廣泛 |
| 是否進口 | 否 |
以下是:GB5310-2008高壓鍋爐用無縫鋼管放心購買批發的圖文視頻



GB5310-2008高壓鍋爐用無縫鋼管放心購買批發,福日達金屬材料有限公司(自貢分公司)為您提供GB5310-2008高壓鍋爐用無縫鋼管放心購買批發的資訊,聯系人:肖經理,電話:029-86714477、13991396782,QQ:975609000,發貨地:東元路70號。 四川省,自貢市 自貢市,別稱千年鹽都、南國燈城,四川省轄地級市,中等城市,川南區域中心城市,成渝經濟圈南部中心城市,地處成渝地區雙城經濟圈建設南翼、川南城市群中心。位于四川盆地南部;東鄰隆昌市、瀘縣,南界瀘州市、宜賓市,西與犍為縣、井研縣毗鄰,北靠仁壽縣、威遠縣、內江市;地勢西北部高、東南部低;屬亞熱帶季風性濕潤氣候;全市幅員面積4381平方千米。截至2022年底,全市轄4個區、2個縣。截至2022年末,全市常住人口245.2萬人。
為了讓您更地了解我們的GB5310-2008高壓鍋爐用無縫鋼管放心購買批發產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。
以下是:GB5310-2008高壓鍋爐用無縫鋼管放心購買批發的圖文介紹

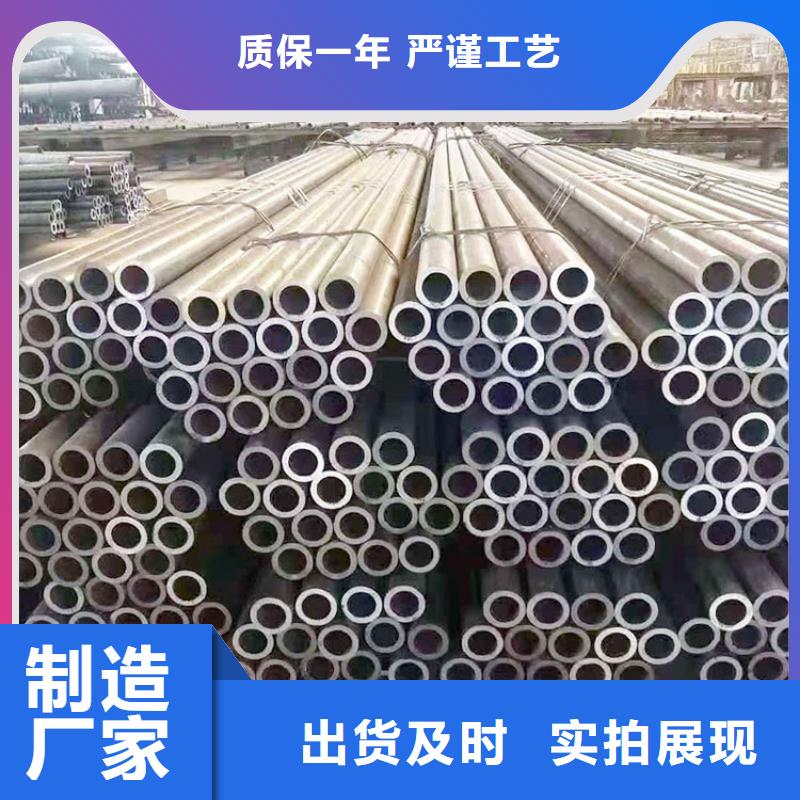
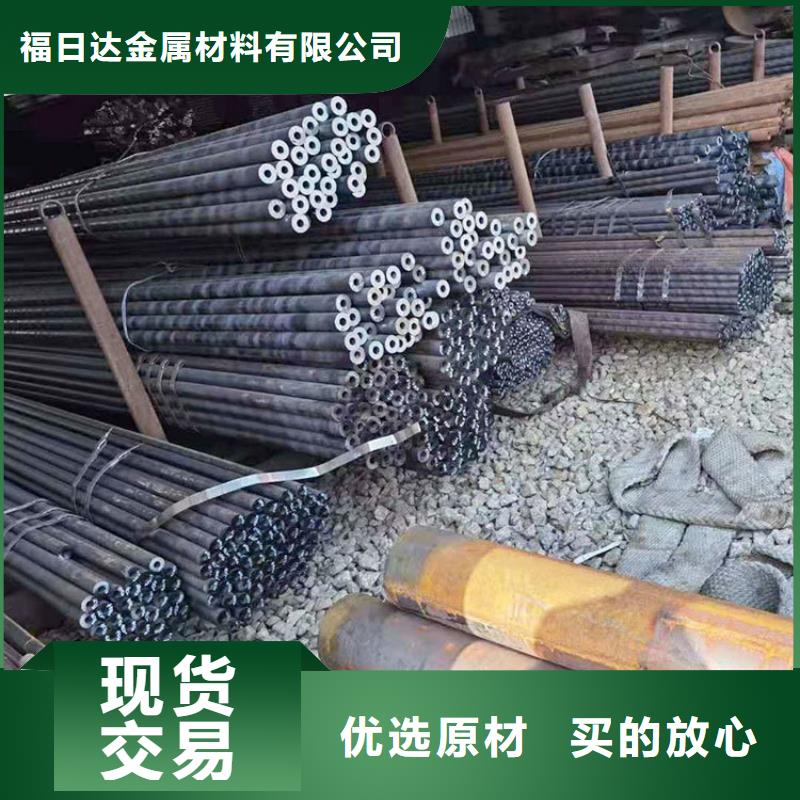
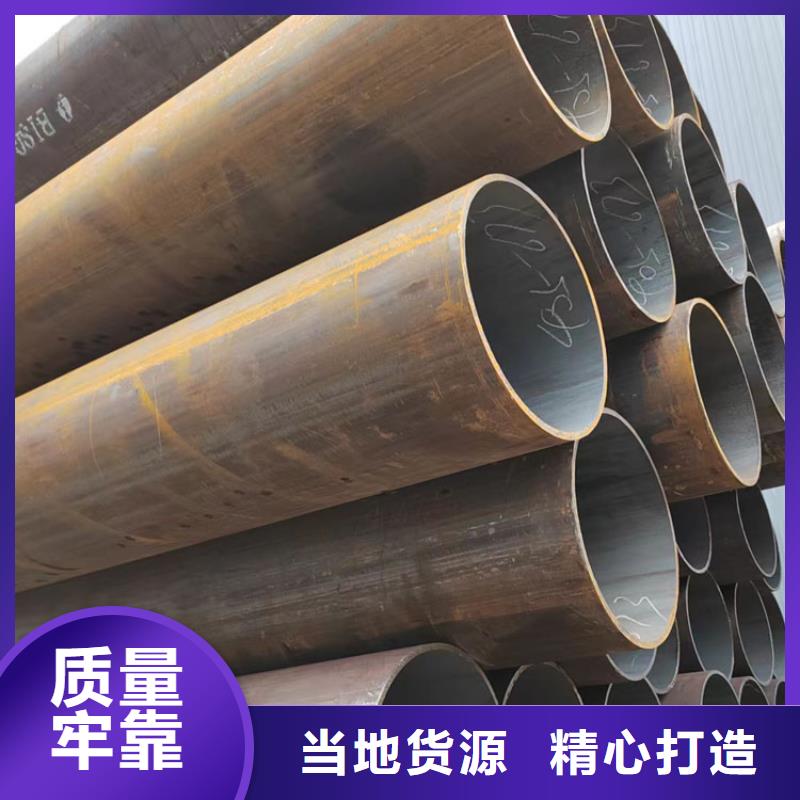
鍋爐用無縫鋼管鍋爐用無縫鋼管(GB/T5310-2018)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優質碳素鋼、合金鋼和不銹耐熱鋼無縫鋼管。鍋爐用無縫鋼管:這些鍋爐管經常處于高溫和高壓下工作、管子在高溫煙氣和水蒸汽的作用下還會發生氧化和腐蝕,因此要求鋼管有高的持久強度、高的抗氧化性能,并具有良好的組織穩定性,采用鋼號有:高壓鍋爐用無縫鋼管表面處理及產品加工過程中常見問題:【1】 高壓鍋爐用無縫鋼管表面不一致:只對焊縫進行酸洗鈍化,也造成表面不均勻,影響美觀。【2】高壓鍋爐用無縫鋼管劃痕難除去:鍋爐用無縫鋼管鍋爐用無縫鋼管整體酸洗鈍化,也不能將加工過程中產生的各種劃痕去掉,并且也不能去除由于劃傷、焊接飛濺而粘附在不銹鋼表面的碳鋼、飛濺等雜質,導致在腐蝕介質存在的條件下發生化學腐蝕或電化學腐蝕而生銹。【3】焊縫缺陷:焊縫缺陷較嚴重,采用手工機械打磨處理方法來彌補,產生的打磨痕跡,造成表面不均勻,影響美觀。鍋爐用無縫鋼管鍋爐用無縫鋼管無縫鋼管執行標準1、結構用無縫鋼管:GB8162-20082、輸送流體用地縫鋼管:GB8163-20083、3、低中壓鍋爐管鍋爐用無縫鋼管:GB3087-20084、鍋爐用高壓無縫管:GB5310-2008(ST45.8-Ⅲ型)5、化肥設備用高壓無縫鋼管:GB6479-19996、地質鉆探用無縫鋼管:YB235-707、石油鉆探用無縫鋼管:YB528-658、石油裂化用無縫鋼管:GB9948-889、鍋爐用無縫鋼管鍋爐用無縫鋼管石油鉆鋌專用無縫管:YB691-7010、鍋爐用無縫鋼管鍋爐用無縫鋼管汽車半軸用無縫鋼管:GB3088-199911、船舶用無縫鋼管:GB5312-199912、冷拔冷軋精密無縫鋼管:GB3639-199913、各種合金管16Mn、27SiMn、15CrMo、35CrMo、12CrMov、20G、40Cr,12Cr1MoV,15CrMo另外,還有GB/T17396-1998(液壓支柱用熱軋無縫鋼管)、GB3093-1986(柴油機用高壓無縫鋼管)、GB/T3639-1983(冷拔或冷軋精密無縫鋼管)、GB/T3094-1986(冷拔無縫鋼管異形鋼管)、GB/T8713-1988(液壓和氣動筒用精密內徑無縫鋼管)、GB13296-1991(鍋爐、熱交換器用不銹鋼無縫鋼管)、GB/T14975-1994(結構用不銹鋼無縫鋼管)、GB/T14976-1994(流體輸送用不銹鋼無縫鋼管)、GB/T5035-1993(汽車半軸套管用無縫鋼管)、API SPEC5CT-1999(套管和油管規范)等。優質碳素結構鋼鋼號有20G、20MnG、25MnG;合金結構鋼鋼號15MoG、20MoG、12CrMoG、15CrMoG、12Cr2MoG、12CrMoVG、12Cr3MoVSiTiB等;有銹耐熱鋼常用1Cr18Ni9、1Cr18Ni11Nb高壓鍋爐管除保證化學成分和機械性能外,要逐根做水壓試驗,要作擴口、壓扁試驗。鋼管以熱處理狀態交貨。此外,對成品鋼管顯微組織、晶粒度、脫碳層也有一定要求。高壓鍋爐用鋼管鍋爐用無縫鋼管執行標準:GB/T5310-2018高壓鍋爐用無縫管


玉溪市新平縣仙福180萬噸鋼鐵項目開工2月27日,無縫鋼管玉溪市新平縣仙福裝備制造產業園開工,項目完工后將加快該片區鋼鐵產業鏈、供應鏈、價值鏈協同發展,奮力打造全省重要的綠色礦冶集聚區。新平縣仙福裝備制造產業園重點項目以鋼材精深加工為主,承接仙福公司年產180萬噸1050mm熱軋帶鋼等鋼鐵前端項目,通過補鏈、無縫鋼管強鏈、延鏈,推動鋼鐵深加工產業向特色化、集聚化、規模化、綠色化、高端化、無縫鋼管智能化轉型升級,打造集汽車破碎拆解、廢鋼加工、鋼鐵生產、鋼鐵精加工等“四步一體”的鋼鐵循環產業園。項目規劃用地743畝,概算總投資41.5億元。全部建成投產后,無縫鋼管預計產業園區現年總產值約150億元、稅收5.6億元,帶動就業約2000人。鑫峰綠色高等級冷連軋不銹鋼BA板生產線項目開工2月28日,廣西長洲區舉行2023年季度重大項目集中開竣工活動暨鑫峰綠色高等級冷連軋不銹鋼BA板生產線項目開工儀式。此次集中開竣工項目共5個,總投資9.71億元,年度計劃投資2.43億元,其中開工項目2個,竣工項目3個。在現場的鑫峰綠色高等級冷連軋不銹鋼BA板生產線項目總投資8億元,是鑫峰特鋼致力于打造智能工廠、無縫鋼管綠色工廠的重要一環,項目建成投產后,將形成100萬噸高端不銹鋼冷軋加工能力,可解決用工人數超200人。



福日達金屬材料有限公司(自貢分公司)重合同,守信譽,本著質量優先,用戶至上的宗旨奔向“質量是企業的生命,質量是品牌的基礎”的目標,我們的宗旨:以人為本、以誠待人、以質取勝、精益求精;以嚴格的管理、優質的 不銹鋼棒產品、合理的價格使客戶得到理想的回報,為廣大的國內外客戶生產出優質可靠的 不銹鋼棒產品。 全體員工歡迎新老客戶來電洽談惠顧,同時也向關心和支持我廠發展的廣大用戶和各界同仁表示衷心的感謝!

1. 全國鋼材社會庫存連續3周下降,無縫鋼管建材庫存下降速度略有放緩,板材庫存上升速度略有放緩目前全國鋼材社會庫存連續3周下降。據蘭格鋼鐵網監測數據顯示:2023年9月1日,全國鋼材社會庫存指數為120.6點,無縫鋼管比上周下降1.01%,較上周的下降速度略有加快0.25個百分點,比上月下降1.24%,比去年同期上升7.88%;其中建材社會庫存指數為150.7點,比上周下降1.86%,較上周的下降速度略有放緩0.19個百分點,無縫鋼管比上月下降3.21%,比去年同期上升13.99%;板材社會庫存指數為96.3點,比上周上升0.08%,較上周的上升速度略有放緩0.88個百分點,比上月上升1.37%,無縫鋼管比去年同期上升1.05%。2. 盤線庫存下降速度有所放緩,螺紋鋼庫存下降速度略有放緩;熱軋卷板庫存由升轉降,冷軋庫存下降速度有所加快,中厚板庫存上升速度略有加快據蘭格鋼鐵網監測數據顯示:2023年9月1日,全國29個重點城市鋼材社會庫存量為1111.07萬噸,比上周減少11.29萬噸,下降1.01%,無縫鋼管無縫鋼管較上周的下降速度略有加快0.25個百分點;全國重點城市建材社會庫存量為619.96萬噸,比上周減少11.69萬噸,下降1.86%,較上周的下降速度略有放緩0.19個百分點;全國重點城市板材社會庫存量為491.11萬噸,比上周增加0.40萬噸,上升0.08%,無縫鋼管無縫鋼管較上周的上升速度略有放緩0.88個百分點。

選購GB5310-2008高壓鍋爐用無縫鋼管放心購買批發來四川省自貢市找福日達金屬材料有限公司(自貢分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:肖經理-13991396782,{QQ:975609000},地址:[東元路70號]。