


聯(lián)系我們

- 厚壁39*8精密光亮管價格
- 張店不銹鋼橋梁河道護(hù)欄批發(fā)報(bào)價
- 吳忠市水下施工公司2025已更新(今日/新聞)
- 周村升降貨梯平臺誠信廠家
- 燙面春餅機(jī)2025已更新(今日/流程)
- 供應(yīng)批發(fā)負(fù)壓病房-好評
- 250工字鋼冷彎機(jī)隧道成型機(jī)
- 電磁燒網(wǎng)爐使用視頻擇優(yōu)推薦造粒機(jī)換網(wǎng)器
- 橋梁鋼板立柱施工圖片
- 水下電焊焊接公司(市內(nèi)速達(dá)現(xiàn)場)
- 不銹鋼候車亭全國配送
- 定制施工仿夯土稻草漆質(zhì)優(yōu)價廉
- 熱電廠設(shè)備安裝斜鐵常用型號尺寸熱電廠設(shè)備安裝斜鐵
- 公司歡迎您【凱美】手動檔案密集柜
- 企業(yè)精神堡壘質(zhì)量可靠
28mm毫米厚NM450耐磨鋼板零割廠家聯(lián)系方式
更新時間:2025-02-10 20:11:30 瀏覽次數(shù):4 公司名稱:聊城 山東中魯金屬制品有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 6000/噸 |
| 發(fā)貨期限 | 3天左右 |
| 供貨總量 | 20000 |
| 運(yùn)費(fèi)說明 | 可物流 |
| 最小起訂 | 1kg |
| 質(zhì)量等級 | 正品受理質(zhì)量異議 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | NM400-NM450-NM500-MN13 |
| 產(chǎn)品品牌 | 漣鋼-中普-新余 |
| 產(chǎn)品規(guī)格 | 厚度3-100MM齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 中國 |
| 加工定制 | 可按需切割下料 |
| 產(chǎn)品型號 | 耐磨鋼板 |
| 可售賣地 | 全國 |

28mm毫米厚NM450耐磨鋼板零割廠家聯(lián)系方式
系方式") 山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質(zhì)彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結(jié)板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強(qiáng)度鋼板:Q345高強(qiáng)板,Q460高強(qiáng)板,Q550高強(qiáng)板,Q690高強(qiáng)板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設(shè)備數(shù)臺~!可為用戶切割各種特殊規(guī)格,圖紙加工、
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質(zhì)彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結(jié)板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強(qiáng)度鋼板:Q345高強(qiáng)板,Q460高強(qiáng)板,Q550高強(qiáng)板,Q690高強(qiáng)板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設(shè)備數(shù)臺~!可為用戶切割各種特殊規(guī)格,圖紙加工、
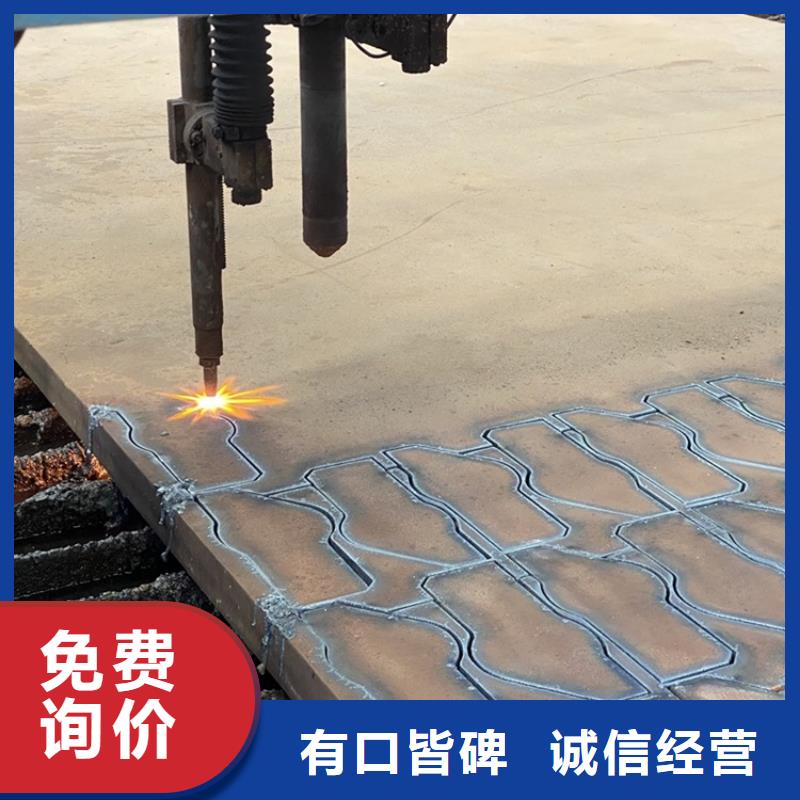
系方式") 耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的加工方式;耐磨板在軋制過程的產(chǎn)生缺陷大致可分為原料缺陷、表面斑跡缺陷、板形缺陷和邊部缺陷。所謂原料缺陷,是指由原料引起而在冷軋過程中造成并繼續(xù)保持或殘留下來的一些缺陷。原料缺陷通常有氣泡、夾雜、鐵皮壓入、原料劃傷和輥印等。 耐磨板斑跡缺陷,主要是由于帶鋼表面的軋制油和軋制時產(chǎn)生的鐵粉吹掃不干凈,軋制后殘留在帶鋼表面所造成的。板面斑跡缺陷在鋼卷退火后,在帶鋼表面碳化而形成黑斑,影響帶鋼表面質(zhì)量。 耐磨板的板型缺陷主要是指連軋機(jī)產(chǎn)品存在的各種浪形和瓢曲。主要原因是機(jī)架負(fù)荷分配不均衡、機(jī)架間張力設(shè)定不良與工作輥輥型不合理等。這種缺陷容易造成罩退爐內(nèi)發(fā)生粘結(jié)現(xiàn)象,對產(chǎn)品質(zhì)量影響很大。邊部缺陷主要是由于酸洗切邊質(zhì)量不好或帶鋼的塑性較差所造成的。 耐磨板用途非常廣泛,同樣各式各樣的都有,有些地方可能需要折彎卷圈,而有些地方需要切割,都要注意了。因耐磨板是通過冶金加工使耐磨層和基板緊密結(jié)合,所以正常情況下,折彎卷圈是沒有問題的,但是如果直徑小于300mm會出現(xiàn)問題,所以不建議300mm以下卷圈。 在耐磨板切割加工中,是先鋼板加工,因?yàn)殇摪迨窃谙铝虾蛣澗€后,才來進(jìn)行切割工作的;常用的切割方式是數(shù)控火焰切割和數(shù)控水切割,數(shù)控火焰切割成本不是很高,屬于初級加工,其的加工范圍是3mm到100mm的鋼板。而數(shù)控水切割,其主要是在要求切割不變形這一條件下使用
耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的加工方式;耐磨板在軋制過程的產(chǎn)生缺陷大致可分為原料缺陷、表面斑跡缺陷、板形缺陷和邊部缺陷。所謂原料缺陷,是指由原料引起而在冷軋過程中造成并繼續(xù)保持或殘留下來的一些缺陷。原料缺陷通常有氣泡、夾雜、鐵皮壓入、原料劃傷和輥印等。 耐磨板斑跡缺陷,主要是由于帶鋼表面的軋制油和軋制時產(chǎn)生的鐵粉吹掃不干凈,軋制后殘留在帶鋼表面所造成的。板面斑跡缺陷在鋼卷退火后,在帶鋼表面碳化而形成黑斑,影響帶鋼表面質(zhì)量。 耐磨板的板型缺陷主要是指連軋機(jī)產(chǎn)品存在的各種浪形和瓢曲。主要原因是機(jī)架負(fù)荷分配不均衡、機(jī)架間張力設(shè)定不良與工作輥輥型不合理等。這種缺陷容易造成罩退爐內(nèi)發(fā)生粘結(jié)現(xiàn)象,對產(chǎn)品質(zhì)量影響很大。邊部缺陷主要是由于酸洗切邊質(zhì)量不好或帶鋼的塑性較差所造成的。 耐磨板用途非常廣泛,同樣各式各樣的都有,有些地方可能需要折彎卷圈,而有些地方需要切割,都要注意了。因耐磨板是通過冶金加工使耐磨層和基板緊密結(jié)合,所以正常情況下,折彎卷圈是沒有問題的,但是如果直徑小于300mm會出現(xiàn)問題,所以不建議300mm以下卷圈。 在耐磨板切割加工中,是先鋼板加工,因?yàn)殇摪迨窃谙铝虾蛣澗€后,才來進(jìn)行切割工作的;常用的切割方式是數(shù)控火焰切割和數(shù)控水切割,數(shù)控火焰切割成本不是很高,屬于初級加工,其的加工范圍是3mm到100mm的鋼板。而數(shù)控水切割,其主要是在要求切割不變形這一條件下使用
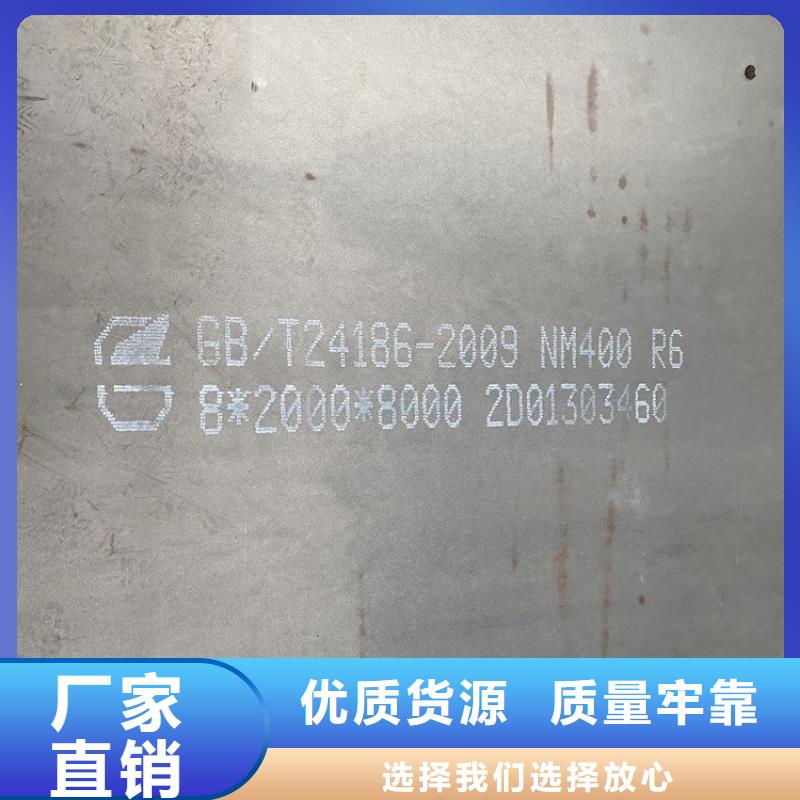
系方式") 牌號 NM400對應(yīng)標(biāo)準(zhǔn) GB /T 24186-2009 工程機(jī)械用高強(qiáng)度耐磨鋼板 High strength abrasion resistant steel plates for construction machine歸類 合金鋼NM400 化學(xué)元素成分含量(%)成分 C Si Mn P S Cr Ni Mo Ti B 更多小值 - - - - - - - - - 0.0005 Als≥0.01 值 0.3 0.7 1.6 0.025 0.01 1 0.7 0.5 0.05 0.006NM400 機(jī)械性能厚度tmm 抗拉強(qiáng)度σb Mpa 延伸率δ % 硬度 HBW 沖擊吸收能量KV2 Jt≤80 ≥1200 ≥10 370~430 -20℃(縱向)≥24
耐磨鋼板NM400-NM450-NM500-MN13,現(xiàn)貨3-100MM厚現(xiàn)貨齊全均可按需切割
牌號 NM400對應(yīng)標(biāo)準(zhǔn) GB /T 24186-2009 工程機(jī)械用高強(qiáng)度耐磨鋼板 High strength abrasion resistant steel plates for construction machine歸類 合金鋼NM400 化學(xué)元素成分含量(%)成分 C Si Mn P S Cr Ni Mo Ti B 更多小值 - - - - - - - - - 0.0005 Als≥0.01 值 0.3 0.7 1.6 0.025 0.01 1 0.7 0.5 0.05 0.006NM400 機(jī)械性能厚度tmm 抗拉強(qiáng)度σb Mpa 延伸率δ % 硬度 HBW 沖擊吸收能量KV2 Jt≤80 ≥1200 ≥10 370~430 -20℃(縱向)≥24
耐磨鋼板NM400-NM450-NM500-MN13,現(xiàn)貨3-100MM厚現(xiàn)貨齊全均可按需切割
系方式") 耐磨鋼板加工方式有幾種?1、鋼板切割方法適用于冷切割和熱切割。冷切割包括有水射流切割、剪切、鋸切或磨料切割;熱切割包括有氧氣燃料火焰切割(以下簡稱“火焰切割”)、等離子切割和激光切割。2、切割方法:通過相關(guān)工藝試驗(yàn),掌握鋼板各種切割方法的一般特性和切割厚度范圍。3、高級別耐磨鋼板的火焰切割方法與普通低碳和低合金鋼的切割一樣簡單,在切割耐磨鋼板厚板時,需要注意隨著鋼板厚度和硬度的增加,切割邊部出現(xiàn)裂紋傾向加大。為防止鋼板切割裂紋的產(chǎn)生,切割時應(yīng)遵循以下建議:切割裂紋:鋼板切割裂紋類似于焊接時產(chǎn)生氫致裂紋,如果鋼板切邊產(chǎn)生裂紋,將會在切厚48小時至幾周內(nèi)才出現(xiàn)。因此,切割裂紋屬于延遲性裂紋,鋼板厚度和硬度越大,出現(xiàn)切割裂紋就越大。預(yù)熱切割:鋼板切割裂紋有效的方法,就是在切割前進(jìn)行預(yù)熱。在進(jìn)行火焰切割前,鋼板通常都要預(yù)熱,其預(yù)熱溫度高低主要取決于鋼板質(zhì)量等級和板厚,見表2.預(yù)熱方法可采用火焰燒槍、電子加熱墊進(jìn)行的,也可以使用加熱爐加熱。為確定鋼板預(yù)熱效果,應(yīng)在加熱點(diǎn)被面測試所需溫度。預(yù)熱特別注意,要使正個鋼板界面均勻受熱,以免接觸熱源的區(qū)域出現(xiàn)局部過熱現(xiàn)象。低速切割:避免切割裂紋的另一種方法就是降低切割速度。如果無法進(jìn)行整版預(yù)熱,則可以使用局部預(yù)熱法代替。使用低速切割方法防止切割裂紋,其可靠性不如預(yù)熱。我們建議切割前先對切割帶用火焰槍空泡幾趟進(jìn)行預(yù)熱,預(yù)熱溫度達(dá)到100°C左右為宜。其 切割速度取決于鋼板等級和厚度.特別說明:將預(yù)熱和低速兩種火焰切割方法結(jié)合使用,可以進(jìn)一步降低切割裂紋的出現(xiàn)幾率。切割后緩冷要求:無論對切割不見是否預(yù)熱,鋼板切割后的緩冷都會有效降低切割裂紋的風(fēng)險。如果切割后將其帶有溫?zé)岬牟灰娺M(jìn)行堆放,使用隔熱毯將其覆蓋,也可以實(shí)現(xiàn)緩冷,緩冷要求冷卻到室溫。切割后加熱要求:對于耐磨鋼板的切割,切割后立即采取加熱(低溫回火),也是切割裂紋的有效方法和措施。鋼板切厚通過低溫回火處理,可以有效切割參與應(yīng)力(低溫回火工藝;保溫時間安5min/mm)對于切割后加熱的方法,也采用燃燒槍、電子加熱毯和節(jié)哀熱爐的加熱方式進(jìn)行切割后的加熱。4、降低鋼板軟化的措施鋼的抗軟化特性主要取決于它的化學(xué)成分、微觀組織和加工方式。對于熱切割的部件,部件越小,整個部件軟化的風(fēng)險就越大。如果鋼板溫度超過200-250°C,鋼板硬度就會降低。切割方法:鋼板在切割小型部件時,焊槍和預(yù)熱所供應(yīng)的熱量將會在工件中聚集。切割不見尺寸越小,切割工件尺寸不得小于200mm,否則工件就將有軟化的風(fēng)險。軟化風(fēng)險的 的辦法是冷切割,例如水射流切割。若必須使用熱切割,則應(yīng)選擇等離子或激光切割。這是因?yàn)榛鹧媲懈罱o工件提供更多的熱量,因此提高了工件的溫度。水下切割方法:限制和降低軟化區(qū)范圍的有效方法,在切割過程中使用水來冷卻鋼板及切割表面。因此,鋼板即可放在水中切割,也可以向切割面噴水進(jìn)行切割。使用水下切割方法可選擇等離子或火焰切割。水下切割具有以下特征:切割熱影響區(qū)小;防止整個工件的硬度降低;減少切割工件變形;切割后可以直接對工件進(jìn)行冷卻。5.火焰切割只要操作正確并配有合適的切割工具,可采用火焰切割,等離子電弧切割或激光切割方法對耐磨鋼進(jìn)行切割。不同廠家所生產(chǎn)出的切割工具種類不同,必須注意廠家在切割表中分別列出的要求(噴口的選擇,氣體壓力,切割方法,速度等)。鋼板的表面狀況也對火焰切割狀況和切割面的質(zhì)量有明顯的影響。如果對切割面質(zhì)量要求很高,則需要清理掉工件切割區(qū)域上面的氧化皮、銹漬、油漆以及其他雜質(zhì)。耐磨鋼板NM400-NM450-NM500-MN13,
耐磨鋼板加工方式有幾種?1、鋼板切割方法適用于冷切割和熱切割。冷切割包括有水射流切割、剪切、鋸切或磨料切割;熱切割包括有氧氣燃料火焰切割(以下簡稱“火焰切割”)、等離子切割和激光切割。2、切割方法:通過相關(guān)工藝試驗(yàn),掌握鋼板各種切割方法的一般特性和切割厚度范圍。3、高級別耐磨鋼板的火焰切割方法與普通低碳和低合金鋼的切割一樣簡單,在切割耐磨鋼板厚板時,需要注意隨著鋼板厚度和硬度的增加,切割邊部出現(xiàn)裂紋傾向加大。為防止鋼板切割裂紋的產(chǎn)生,切割時應(yīng)遵循以下建議:切割裂紋:鋼板切割裂紋類似于焊接時產(chǎn)生氫致裂紋,如果鋼板切邊產(chǎn)生裂紋,將會在切厚48小時至幾周內(nèi)才出現(xiàn)。因此,切割裂紋屬于延遲性裂紋,鋼板厚度和硬度越大,出現(xiàn)切割裂紋就越大。預(yù)熱切割:鋼板切割裂紋有效的方法,就是在切割前進(jìn)行預(yù)熱。在進(jìn)行火焰切割前,鋼板通常都要預(yù)熱,其預(yù)熱溫度高低主要取決于鋼板質(zhì)量等級和板厚,見表2.預(yù)熱方法可采用火焰燒槍、電子加熱墊進(jìn)行的,也可以使用加熱爐加熱。為確定鋼板預(yù)熱效果,應(yīng)在加熱點(diǎn)被面測試所需溫度。預(yù)熱特別注意,要使正個鋼板界面均勻受熱,以免接觸熱源的區(qū)域出現(xiàn)局部過熱現(xiàn)象。低速切割:避免切割裂紋的另一種方法就是降低切割速度。如果無法進(jìn)行整版預(yù)熱,則可以使用局部預(yù)熱法代替。使用低速切割方法防止切割裂紋,其可靠性不如預(yù)熱。我們建議切割前先對切割帶用火焰槍空泡幾趟進(jìn)行預(yù)熱,預(yù)熱溫度達(dá)到100°C左右為宜。其 切割速度取決于鋼板等級和厚度.特別說明:將預(yù)熱和低速兩種火焰切割方法結(jié)合使用,可以進(jìn)一步降低切割裂紋的出現(xiàn)幾率。切割后緩冷要求:無論對切割不見是否預(yù)熱,鋼板切割后的緩冷都會有效降低切割裂紋的風(fēng)險。如果切割后將其帶有溫?zé)岬牟灰娺M(jìn)行堆放,使用隔熱毯將其覆蓋,也可以實(shí)現(xiàn)緩冷,緩冷要求冷卻到室溫。切割后加熱要求:對于耐磨鋼板的切割,切割后立即采取加熱(低溫回火),也是切割裂紋的有效方法和措施。鋼板切厚通過低溫回火處理,可以有效切割參與應(yīng)力(低溫回火工藝;保溫時間安5min/mm)對于切割后加熱的方法,也采用燃燒槍、電子加熱毯和節(jié)哀熱爐的加熱方式進(jìn)行切割后的加熱。4、降低鋼板軟化的措施鋼的抗軟化特性主要取決于它的化學(xué)成分、微觀組織和加工方式。對于熱切割的部件,部件越小,整個部件軟化的風(fēng)險就越大。如果鋼板溫度超過200-250°C,鋼板硬度就會降低。切割方法:鋼板在切割小型部件時,焊槍和預(yù)熱所供應(yīng)的熱量將會在工件中聚集。切割不見尺寸越小,切割工件尺寸不得小于200mm,否則工件就將有軟化的風(fēng)險。軟化風(fēng)險的 的辦法是冷切割,例如水射流切割。若必須使用熱切割,則應(yīng)選擇等離子或激光切割。這是因?yàn)榛鹧媲懈罱o工件提供更多的熱量,因此提高了工件的溫度。水下切割方法:限制和降低軟化區(qū)范圍的有效方法,在切割過程中使用水來冷卻鋼板及切割表面。因此,鋼板即可放在水中切割,也可以向切割面噴水進(jìn)行切割。使用水下切割方法可選擇等離子或火焰切割。水下切割具有以下特征:切割熱影響區(qū)小;防止整個工件的硬度降低;減少切割工件變形;切割后可以直接對工件進(jìn)行冷卻。5.火焰切割只要操作正確并配有合適的切割工具,可采用火焰切割,等離子電弧切割或激光切割方法對耐磨鋼進(jìn)行切割。不同廠家所生產(chǎn)出的切割工具種類不同,必須注意廠家在切割表中分別列出的要求(噴口的選擇,氣體壓力,切割方法,速度等)。鋼板的表面狀況也對火焰切割狀況和切割面的質(zhì)量有明顯的影響。如果對切割面質(zhì)量要求很高,則需要清理掉工件切割區(qū)域上面的氧化皮、銹漬、油漆以及其他雜質(zhì)。耐磨鋼板NM400-NM450-NM500-MN13,
系方式")
系方式") 耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的折彎;耐磨鋼板的應(yīng)用很廣泛,特別是在廠房建設(shè)中的效果十分明顯。在耐磨鋼板的多種操作控制方面,掌握難度比較大的是折彎,這主要是因?yàn)楫a(chǎn)品的彈性比較差。對此,我們當(dāng)然也有相應(yīng)的辦法予以解決。 為了對耐磨鋼板進(jìn)行折彎,可以先按耐磨鋼板外徑圓弧車幾個滾輪,然后將滾輪堅(jiān)固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子賽好后防滾輪上,需要折疊的位置用火焰加熱后進(jìn)行折疊,但需要耗費(fèi)很大的力量。 為了能更加簡單有效的折彎耐磨鋼板,建議用液壓彎管機(jī)進(jìn)行彎管,而且事先要與機(jī)器配以相應(yīng)的模具,這樣折彎出來耐磨鋼板才不會存在缺陷,品質(zhì)才能有保障,使用效果才會更好。 為了實(shí)現(xiàn)耐磨鋼板板面的平整的粗糙度,采取了一些處理工藝,效果也是不錯的。比如在制成零件或產(chǎn)品后,要進(jìn)行表面的涂層處理,為了可以增強(qiáng)涂層的附著力,產(chǎn)品具有一定的表面粗糙度是比較有利的。 耐磨鋼板在很多領(lǐng)域都有應(yīng)用,對于不同應(yīng)用場合的不同用途,對它的粗糙度要求也有不同。在制作的過程中,制作設(shè)備如平整機(jī)工作輥上存在的粗糙度會表現(xiàn)在表面上。實(shí)踐證明,工作輥輥面上的粗糙度和軋制力的大小對管面的粗糙度值都是有影響,而且呈現(xiàn)的是非線性的正相關(guān)關(guān)系。
耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的折彎;耐磨鋼板的應(yīng)用很廣泛,特別是在廠房建設(shè)中的效果十分明顯。在耐磨鋼板的多種操作控制方面,掌握難度比較大的是折彎,這主要是因?yàn)楫a(chǎn)品的彈性比較差。對此,我們當(dāng)然也有相應(yīng)的辦法予以解決。 為了對耐磨鋼板進(jìn)行折彎,可以先按耐磨鋼板外徑圓弧車幾個滾輪,然后將滾輪堅(jiān)固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子賽好后防滾輪上,需要折疊的位置用火焰加熱后進(jìn)行折疊,但需要耗費(fèi)很大的力量。 為了能更加簡單有效的折彎耐磨鋼板,建議用液壓彎管機(jī)進(jìn)行彎管,而且事先要與機(jī)器配以相應(yīng)的模具,這樣折彎出來耐磨鋼板才不會存在缺陷,品質(zhì)才能有保障,使用效果才會更好。 為了實(shí)現(xiàn)耐磨鋼板板面的平整的粗糙度,采取了一些處理工藝,效果也是不錯的。比如在制成零件或產(chǎn)品后,要進(jìn)行表面的涂層處理,為了可以增強(qiáng)涂層的附著力,產(chǎn)品具有一定的表面粗糙度是比較有利的。 耐磨鋼板在很多領(lǐng)域都有應(yīng)用,對于不同應(yīng)用場合的不同用途,對它的粗糙度要求也有不同。在制作的過程中,制作設(shè)備如平整機(jī)工作輥上存在的粗糙度會表現(xiàn)在表面上。實(shí)踐證明,工作輥輥面上的粗糙度和軋制力的大小對管面的粗糙度值都是有影響,而且呈現(xiàn)的是非線性的正相關(guān)關(guān)系。
系方式")