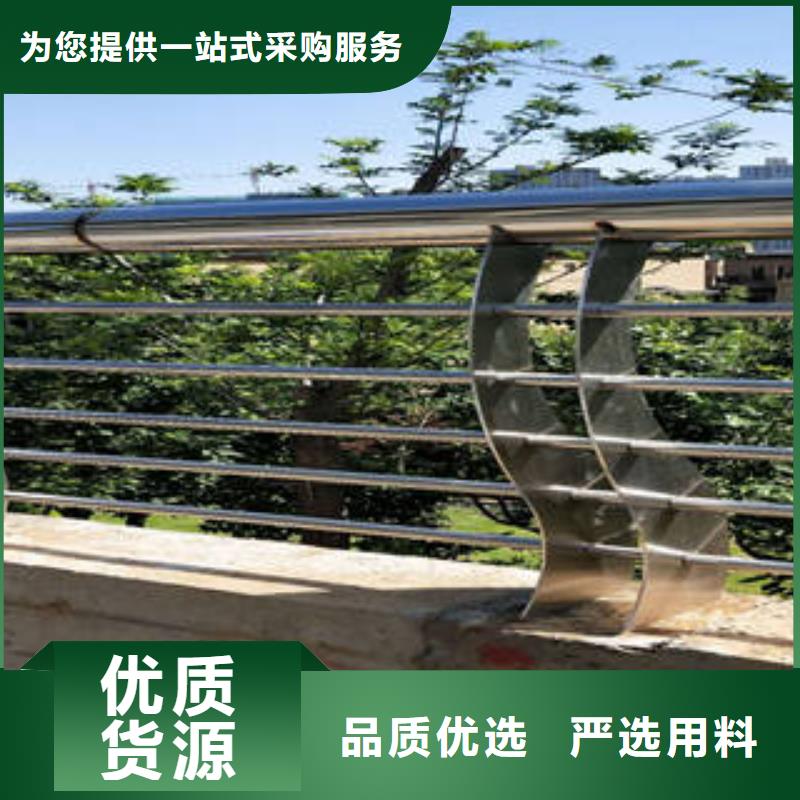




施工條件→放樣→面鑿毛、預埋筋→鋼筋制作安裝→模板安裝→澆筑混凝土→拆模→養生。模板每次安裝前都要清理并涂刷脫模劑,脫模劑要涂刷均勻。護欄鋼筋焊接和綁扎要符合設計和規范要求,特別是內測鋼筋位置要。模板安裝后要檢查模板側面和頂面,模板側面和頂面都要順直。護欄混凝土表面蜂窩麻面面積不得超過告面積0.5%,深度不超過10mm。同一跨內單側護欄澆筑,端頭模板鋼模板,以保證端頭外觀平齊。護欄面與接縫處不得有開裂現象。錯臺、平整度、外觀問題要及時處理,并保證顏色一致。頂面平順美觀,高度一致。護欄全橋線性直線段順直,曲線段弧線圓順,無折線和死角。
隨著現在技術發展,早起不銹鋼復合管壓力管道,因為在生產時由于鋼帶成困難,焊接工藝娜大。施工中,管道連接僅為管件連接,因PSP管材較大,所銅 管件、不銹鋼管件造價高;鑄鐵管件防腐性能差,不能確保管道使壽命問題了解決,現在復合管也了普及。行業人士該知道復合管壓力管采鋼帶輥 壓成為鋼管并進行氬輝接焊技術,采內外復合塑料層,中間為增強焊接鋼管復合結構。既克服了鋼管存在易銹蝕,使壽命短和塑料管強度低,易變形等缺陷;同時又 具有鋼管和塑料管共同優點,如隔氧性好,有較高剛性和較度,埋地管容易探測等。


不銹鋼焊管通過固溶處理來軟化,一般將不銹鋼焊管加熱到950~1150℃左右,保溫一段時間,使碳化物和各種合金元素充分均勻地溶解于奧氏體中,然后快速淬水冷卻,碳及其它合金元素來不及析出,獲得純奧氏體組織。
復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。
其獨特之處在于:它把初級工業材料和高技術的冶金處理過程結合起來,采用離心澆鑄工藝、熱擠壓等塑性熱復合技術、冷軋(或冷拔)生產方式,獲得高品質的復合管材。2.5焊成型法焊成型工藝是靠產生的沖擊波,使內管發生塑性變形,緊貼外管,從而形成復合管。
2.7激光包覆法用高功率激光設備對鋼管進行外包覆。合金粉末經自動進料器送到母管的激光束照射區,激光束熔化粉末和工件表面薄層后,用螺旋包覆法便可完全包覆整根鋼管,制成雙金屬復合管。其主要技術特點為:一、具有良好的機械性能。
修復焊接裂紋的內襯不銹鋼復合管。可利用砂輪研磨機裂紋,減少裂縫硬化邊緣,再進行滲透探傷檢查,確認裂紋。判斷裂紋深度選擇焊條進行修復,如不銹鋼焊條、碳鋼電極、電隔離層。內襯不銹鋼復合管表面裂紋現象及處理方法內襯不銹鋼復合管具有高韌性、抗疲勞性、易焊接等優點,廣泛應用于五金、造船、、機械等領域。
2.6粉末冶金法在碳鋼或類似材料制成的母管與金屬薄壁管之間加入粉末充填層,管子兩端分別用底板密封。在預定的溫度下加熱,再熱擠壓成復合鋼管。用酸洗方法去掉底板和金屬薄壁管。根據不同的用途,復合層可為外層或內層。



鑫海達不銹鋼復合管生產制造廠家有限公司為了更好地滿足客戶需求,嚴格控制采購、銷售、倉儲和運輸四大過程。在質量方針“客戶需求至上,環保,塑造 湖南株洲不銹鋼復合管護欄先鋒,實現持續發展”的倡導下,我們借助于的運作、合理的價格、強大的配送設施,在 湖南株洲不銹鋼復合管護欄領域樹立了良好的口碑,為廣大用戶搭建了集中采購、就近服務的資源訊息平臺,并以廠方優惠價格,由用戶休驗品質,以提供服務為宗旨,堅持誠信、透明、公平、公正、合理的經營理念面向用戶。