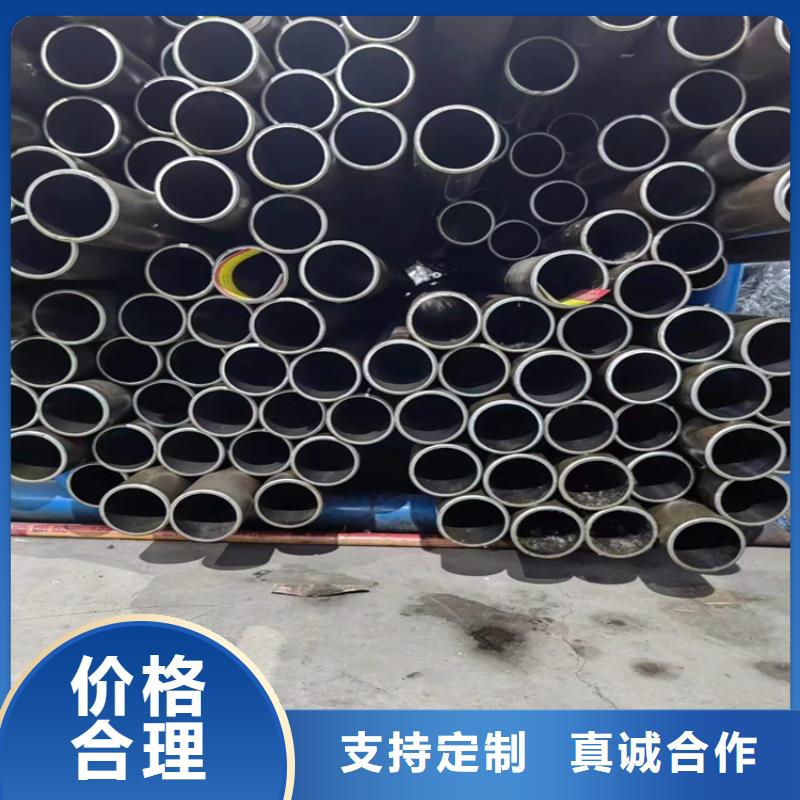




株洲珩磨管油缸管絎磨管滾壓管加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī) 控制軋制,終軋后即經(jīng)過層流冷卻和卷取機(jī)卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。
株洲珩磨管油缸管絎磨管如何正確布置珩磨管使用的焊條和焊劑應(yīng)與焊管材料相匹配,品牌應(yīng)有明確的基礎(chǔ)數(shù)據(jù)、產(chǎn)品合格證和使用壽命。焊條和焊劑在使用前應(yīng)按產(chǎn)品說明書進(jìn)行干燥,使用期間應(yīng)保持干燥,并在同 使用。焊條涂層應(yīng)無脫落和裂紋。珩磨后表面良好,有利于潤滑油的儲存和油膜的維護(hù)。表面支撐率高,能承受較大載荷,提高產(chǎn)品使用壽命;加工范圍廣。主要加工圓柱孔。使用珩磨頭,還可以加工錐形孔、橢圓孔等。加工精度高,主要是一些中小尺寸的光通孔,其圓柱度可小于0.001mm。部分壁厚不均勻的零件圓度可達(dá)0.002mm。對于大孔,圓度也可達(dá)到0.005mm,珩磨精度高于磨削精度。珩磨管是一種由無縫鋼管制成的無縫鋼管,用于機(jī)械結(jié)構(gòu)或液壓設(shè)備。鋼管經(jīng)過冷拔或冷軋?zhí)幚怼S捎趦?nèi)外壁無氧化層,高壓無泄漏,光潔度高,冷彎、擴(kuò)口、壓扁無變形,無裂紋,主要用于生產(chǎn)氣動或液壓產(chǎn)品。滾壓管

株洲珩磨管油缸管絎磨管歐標(biāo)EN10305-4:2003為準(zhǔn)液壓鋼管介紹:生產(chǎn)出的精密液壓鋼管是精密冷拔后的無縫管通過無氧回火處理表面和內(nèi)部應(yīng)力后再經(jīng)過磷化防銹處理制成。產(chǎn)品尺寸精度高,延展性好,容易加工彎成各種需要的形狀而管子截面不會縮小或變扁;管子表面精度高、經(jīng)無氧回火處理后表面硬度適中易于卡套連接內(nèi)孔和表面經(jīng)磷化防銹處理后無需酸洗除銹可直接安裝。
珩磨管:由冷軋精密無縫鋼管是由無縫鋼管成品管或無縫管荒管,經(jīng)酸洗,磷化,皂化處理后,然后經(jīng)冷軋管機(jī)軋制而成液壓鋼管。液壓鋼管精密度極高一般可控制在0。02-0。05MM范圍之內(nèi),其標(biāo)準(zhǔn)為:GB3639-83,內(nèi)經(jīng)允許偏差為0.03mm,內(nèi)表面粗糙度:Ra 0.2~0.8μm,液壓鋼管直線度:0.3~1.5mm/m,專用做油鋼的筒徑。
無縫鋼管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外徑Wt是壁厚(:(外徑-壁厚)*壁厚*0.02466 Kg/m。滾壓管

株洲珩磨管油缸管絎磨管相關(guān)參數(shù):
可生產(chǎn)規(guī)格內(nèi)徑≥20mm,單支長度12米以內(nèi),直線度0.2~0.5mm/m,內(nèi)徑公差≤0.1mm,內(nèi)孔粗糙度0.2~1.6μm。
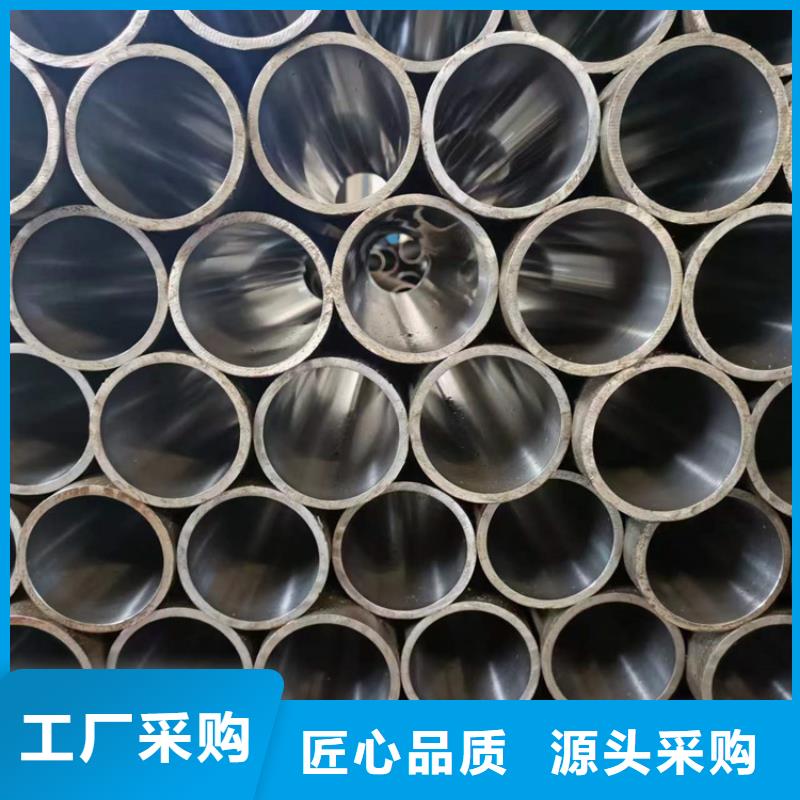
珩磨管是用4~6根砂條組成的珩磨頭對內(nèi)孔進(jìn)行光整加工。
珩磨不但生產(chǎn)率高,并且加工精度也很高,一般尺寸精度可達(dá)IT5~I(xiàn)T6級,表面粗糙度可達(dá)0.8~0.1μm,并且能修正孔的幾何形狀偏差。
近年來應(yīng)用塑料(金剛砂)混合壓制成的珩磨工,根據(jù)不同用途可壓制各種形狀,使珩磨不僅能用于加工內(nèi)孔,并能加工外圓、平面、球面及各種特形表面,如外圓表面化的珩磨工具為柱形珩輪,齒輪的珩磨工具為磨料齒輪。
滾壓管
