您的位置>首頁 >舟山本地今日新聞 >
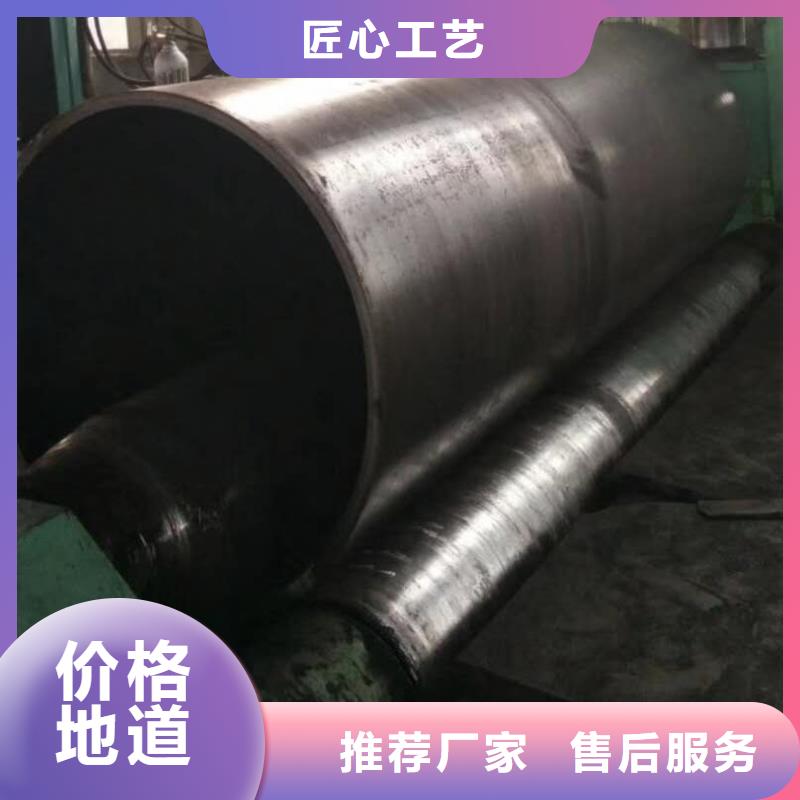
鋼板卷管加工多少錢一噸大口徑厚壁卷管定制
更新時間: 2025-02-08 16:09:57 瀏覽次數(shù):2
以下是:鋼板卷管加工多少錢一噸大口徑厚壁卷管定制的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 批發(fā) |
|---|
| 發(fā)貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 1支訂 |
|---|
| 質(zhì)量等級 | 1級 |
|---|
| 是否廠家 | 生產(chǎn)廠 |
|---|
| 產(chǎn)品材質(zhì) | 235b等 |
|---|
| 產(chǎn)品品牌 | 山特金屬 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 山東 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 噸 |
|---|
| 產(chǎn)品顏色 | 碳黑 |
|---|
| 質(zhì)保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領(lǐng)域 | 管道 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | 3年 |
|---|
| 產(chǎn)品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質(zhì) | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負(fù)3MM |
|---|
| 執(zhí)行標(biāo)準(zhǔn) | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區(qū)域 | 電力 化工 設(shè)備 管道 電機(jī)殼等 |
|---|
以下是:鋼板卷管加工多少錢一噸大口徑厚壁卷管定制的圖文視頻
導(dǎo)讀 鋼板卷管加工多少錢一噸大口徑厚壁卷管定制,山特金屬制品有限公司為您提供鋼板卷管加工多少錢一噸大口徑厚壁卷管定制的資訊,聯(lián)系人:張經(jīng)理,電話:13863598006、15206358344,QQ:940273024,發(fā)貨地:聊城經(jīng)濟(jì)開發(fā)區(qū)匯通國際金屬物流園發(fā)貨到浙江省 舟山市 定海區(qū)、岱山縣、嵊泗縣。 浙江省,舟山市 1953年6月10日,設(shè)立舟山專區(qū);1987年1月,撤銷舟山地區(qū),建立舟山市。舟山市是上海大都市圈重要城市,也是中國第四個新區(qū)舟山群島新區(qū)所在地,是國際性的港口與海島旅游城市,是海洋經(jīng)濟(jì)先導(dǎo)區(qū),境內(nèi)有由國務(wù)院批準(zhǔn)設(shè)立的大宗商品交易管理與監(jiān)督中心、中國(浙江)自由貿(mào)易試驗區(qū)舟山片區(qū)。寧波舟山港年貨物吞吐量位居全球,集裝箱吞吐量位居世界第三。2023年,寧波舟山位列國際航運(yùn)中心城市綜合排名全球第9。舟山市擁有普陀山、嵊泗列島兩個風(fēng)景名勝區(qū),岱山、桃花島兩個省級風(fēng)景名勝區(qū)以及海島歷史文化名城定海。


鋼板卷管鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規(guī)格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進(jìn)行滲鋁處理。
電線套管:也是普通碳素鋼電焊鋼管,用在混凝土及各種結(jié)構(gòu)配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進(jìn)行涂層或鍍鋅后使用,要求進(jìn)行冷彎試驗。

鋼板卷管在放樣前必須用鋼卷尺對鋼板進(jìn)行檢查,并找正。鋼材的放樣尺寸按卷管的中徑計算,放樣后在鋼板上打上樣沖,并標(biāo)出鋼板的中心線。管道坡口加工宜采用機(jī)械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應(yīng)將鋼材表面距切割邊緣50mm范圍內(nèi)的銹斑、油污等干凈。采用熱加工方法加工坡口后,應(yīng)除去坡口表面的氧化皮、熔渣及影響接頭質(zhì)量的表面層,并應(yīng)將凹凸不平處打磨平整,切口上不得產(chǎn)生裂紋,并不宜有大于10mm的缺棱,切割后應(yīng)邊緣上的氧化物、熔瘤和飛濺物等。機(jī)械加工時,加工表面不應(yīng)出現(xiàn)臺階。對接坡口根據(jù)工藝及規(guī)范的要求進(jìn)行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。切口或坡口邊緣上的缺棱,當(dāng)其為1~3mm時,可用機(jī)械加工或修磨平整,但不能超過的1/10;當(dāng)缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補(bǔ)焊,并修磨平整。切口或坡口邊緣上若出現(xiàn)分層性質(zhì)的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。

大口徑厚壁鋼板卷管,不銹鋼卷管、錐形卷管、異形卷管工藝流程圖
錐形卷管、異形卷管成型注意事項:
①把卷板機(jī)上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進(jìn)入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機(jī)的下輥兩側(cè)裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進(jìn).
大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖

鋼板卷管 鑄造卷筒裂紋是一種在較高溫度下形成的裂紋在體積收縮較大的合金和形狀較復(fù)雜的鑄件容易出現(xiàn)。?
產(chǎn)生原因:?
1.鑄件結(jié)構(gòu)設(shè)計不合理,有尖角,壁的厚薄變化過于懸殊?
2.砂型(芯)退讓性不良?
3.鑄型局部過熱?
4.澆注溫度過高?
5.自鑄型中取出鑄件過早?
6.熱處理過熱或過燒,冷卻速度過激?1、鋁和其他軟金屬?

總結(jié) 在浙江省舟山市采買鋼板卷管加工多少錢一噸大口徑厚壁卷管定制到山特金屬制品有限公司,無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務(wù)。品質(zhì)保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:張經(jīng)理-15206358344,QQ:940273024,地址:《經(jīng)濟(jì)開發(fā)區(qū)匯通國際金屬物流園》。