家直銷(xiāo)")
保障")
憂(yōu)")
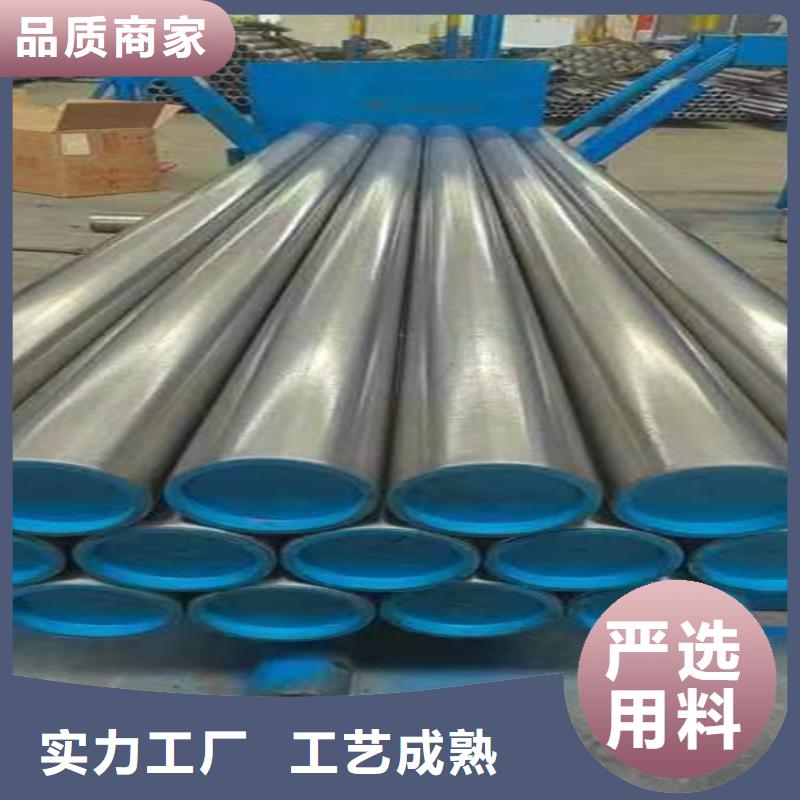

浙江舟山市氣缸缸筒 <舟山>九冶管業(yè)有限公司
直徑50mm以上的珩磨管一般應(yīng)采用機(jī)械加工方法切割。如用氣割,則必須用機(jī)械加工方法車(chē)去因氣割形成的組織變化部分,同時(shí)可車(chē)出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊條、焊劑應(yīng)與所焊管材相匹配,其牌號(hào)必須有明確的依據(jù)資料,有產(chǎn)品合格證,且在有效使用期內(nèi)。焊條、焊劑在使用前應(yīng)按其產(chǎn)品說(shuō)明書(shū)規(guī)定烘干,并在使用過(guò)程中保持干燥,在當(dāng)天使用。焊條藥皮應(yīng)無(wú)脫落和顯著裂紋。

其卷重較重、鋼卷內(nèi)徑為760mm。(一般制管行業(yè)喜歡使用。)珩磨管將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線(xiàn)處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。該產(chǎn)品有局部替代冷軋板的趨向,無(wú)縫鋼管價(jià)格適中,深受廣大用戶(hù)喜愛(ài)。 冷拔鋼管用熱軋鋼卷為原料,經(jīng)酸洗去除氧化皮后進(jìn)行冷連軋,其成品為軋硬卷,由于連續(xù)冷變形引起的冷作硬化使軋硬卷的強(qiáng)度、硬度上升、韌塑指標(biāo)下降,因此沖壓性能將惡化,只能用于簡(jiǎn)單變形的零件。軋硬卷可作為熱鍍鋅廠(chǎng)的原料,因?yàn)闊徨冧\機(jī)組均設(shè)置有退 火線(xiàn)。軋硬卷重一般在6~13.5噸,鋼卷內(nèi)徑為610mm。
<舟山>九冶管業(yè)有限公司 浙江舟山市氣缸缸筒 <舟山>九冶管業(yè)有限公司絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應(yīng)壓力,對(duì)于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產(chǎn)生和擴(kuò)大,這樣加強(qiáng)了絎磨管的抗壓強(qiáng)度。通過(guò)滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產(chǎn)生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無(wú)切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達(dá)到改變表面結(jié)構(gòu)、機(jī)械特性、性質(zhì)和尺寸的終目的。這種滾壓加工技術(shù)是磨削無(wú)法做到了,同時(shí)滿(mǎn)足光整加工和強(qiáng)化的要求。
