
聯(lián)系我們

當(dāng)前位置:
聊城 恒德塑膠有限公司 >
舟山當(dāng)?shù)亟袢胀扑]News
PE燃氣管硅芯管廠家直銷大量現(xiàn)貨
更新時間:2025-03-13 11:11:30 瀏覽次數(shù):28 公司名稱:聊城 恒德塑膠有限公司
以下是:PE燃氣管硅芯管廠家直銷大量現(xiàn)貨的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電聯(lián)/米 |
| 發(fā)貨期限 | 3-7天 |
| 供貨總量 | 9999999999999 |
| 運費說明 | 電聯(lián) |
| 最小起訂 | 整車 |
| 質(zhì)量等級 | 國標(biāo) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | PE聚乙烯 |
| 產(chǎn)品品牌 | 鑫恒德 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
以下是:PE燃氣管硅芯管廠家直銷大量現(xiàn)貨的圖文視頻

PE燃氣管硅芯管廠家直銷大量現(xiàn)貨,恒德塑膠有限公司為您提供PE燃氣管硅芯管廠家直銷大量現(xiàn)貨,聯(lián)系人:周經(jīng)理,電話:15095068822、15095068822,QQ:87238491,請聯(lián)系恒德塑膠有限公司,發(fā)貨地:聊城山東省聊城市陽谷縣閆樓鎮(zhèn)周莊村西首發(fā)貨到浙江省 舟山市 定海區(qū)、岱山縣、嵊泗縣。 浙江省,舟山市 1953年6月10日,設(shè)立舟山專區(qū);1987年1月,撤銷舟山地區(qū),建立舟山市。舟山市是上海大都市圈重要城市,也是中國第四個新區(qū)舟山群島新區(qū)所在地,是國際性的港口與海島旅游城市,是海洋經(jīng)濟先導(dǎo)區(qū),境內(nèi)有由國務(wù)院批準(zhǔn)設(shè)立的大宗商品交易管理與監(jiān)督中心、中國(浙江)自由貿(mào)易試驗區(qū)舟山片區(qū)。寧波舟山港年貨物吞吐量位居全球,集裝箱吞吐量位居世界第三。2023年,寧波舟山位列國際航運中心城市綜合排名全球第9。舟山市擁有普陀山、嵊泗列島兩個風(fēng)景名勝區(qū),岱山、桃花島兩個省級風(fēng)景名勝區(qū)以及海島歷史文化名城定海。
想要更直觀地了解PE燃氣管硅芯管廠家直銷大量現(xiàn)貨產(chǎn)品嗎??產(chǎn)品視頻,帶你走進產(chǎn)品世界
以下是:PE燃氣管硅芯管廠家直銷大量現(xiàn)貨的圖文介紹
貨")
浙江舟山PE燃氣管連接步驟:材料準(zhǔn)備→夾緊→切削→對中→加熱→切換→熔融對接→冷卻→對接完成。浙江舟山PE燃氣管材料準(zhǔn)備:1、將焊機各部件的電源接通。必須使用220V、50Hz的交流電,電壓變化在±10%以內(nèi),電源應(yīng)有接地線;同時應(yīng)保證加熱板表面清潔、沒有劃傷。浙江舟山PE燃氣管2、將泵站與機架用液壓導(dǎo)線接通。連接前應(yīng)檢查并清理接頭處的污物,以避免污物進入液壓系統(tǒng),進而損壞液壓器件;液壓導(dǎo)線接好后,應(yīng)鎖定接頭部分,以防止高壓工作時接頭被打開的危險。按選定的工作模式輸入焊接數(shù)據(jù):直徑;璧厚或SDR值;加熱板的溫度設(shè)定;焊工代號。浙江舟山PE燃氣管加緊:將管道或管件置于平坦位置,放于對接機上,留足10~20mm的切削余量;根據(jù)所焊制的管材、管件選擇合適的卡瓦夾具,夾緊管材,為切削做好準(zhǔn)備。浙江舟山PE燃氣管3切削:切削所焊管段、管件端面雜質(zhì)和氧化層,保證兩對接端面平整、光潔、無雜質(zhì)。1、將機架打開,放入銑刀,旋轉(zhuǎn)鎖緊旋鈕,將銑刀固定在機架上。啟動泵站時,應(yīng)在方向控制手柄處于中位時進行,嚴禁在高壓下啟動。2、啟動銑刀,閉合夾具,對管子管件的端面進行切削。3、當(dāng)形成連續(xù)的切削時,降壓,打開夾具,關(guān)閉銑刀。此過程一定要按照先降壓,在打開夾具,關(guān)閉銑刀的順序進行。4、取下銑刀,閉合夾具,檢查管子兩端的間隙(間隙量不得大于0.3mm)。從機架上取下銑刀時,應(yīng)避免銑刀與端面碰撞,如已發(fā)生需要重新銑削;銑削好的端面不要用手摸或被油污等污染。浙江舟山PE燃氣管對中;1、檢查管子的同軸度(其錯邊量為管壁厚的10%)。當(dāng)兩端面的間隙與錯邊量不能滿足要求時,應(yīng)對待焊件重新夾持,銑削,合格后方可進行下一步操作。浙江舟山PE燃氣管加熱;1、檢查加熱板的溫度是否適宜210℃~230℃,以兩端面熔融長度為1~2mm為宜。2、加熱板的紅指示燈應(yīng)表現(xiàn)為亮或閃爍。從加熱板上的紅指示燈次亮起后,在等10min使用,以使整個加熱板的溫度均勻。3、測試系統(tǒng)的拖動壓力P0并記錄。每個焊口的拖動壓力都需測定;當(dāng)拖動壓力過大時,可采用墊短管等方法解決。4、將溫度適宜的加熱板置于機架上,閉合夾具,并設(shè)定系統(tǒng)壓力P1。P1=P0+接縫壓力5、待管子(管件)間的凸起均勻,且高度達到要求時,將壓力降至近似拖動壓力,同時按下吸熱計時按鈕,開始記錄吸熱時間。P2=P0+吸熱壓力(吸熱壓力幾乎為零)浙江舟山PE燃氣管切換;1、將加熱板拿開,迅速讓兩熱熔端面相粘并加壓,為保證熔融對接質(zhì)量,切換周期越短越好。2、達到吸熱時間后,迅速打開機具,取下加熱板。取加熱板時,應(yīng)避免與熔融的端面發(fā)生碰撞;若已發(fā)生,應(yīng)在已溶化的端面徹底冷卻后,重新開始整個熔接過程。浙江舟山PE燃氣管熔融對接:1、使焊接的關(guān)鍵,對接過程應(yīng)始終處于熔融壓力下進行,卷邊寬度以1~2mm為宜。浙江舟山PE燃氣管冷卻:保持對接壓力不變,讓接口緩慢冷卻,冷卻時間長短以手摸卷邊生硬,感覺不到熱為準(zhǔn)。1、迅速閉合夾具,并在規(guī)定的時間內(nèi),迅速的將壓力調(diào)節(jié)到P3,同時按下計時器,記錄冷卻時間。P3=P0+冷卻壓力夾具閉合后升壓時應(yīng)均勻升壓,不能太快,或太慢,應(yīng)在規(guī)定的時間完成;以免形成假焊、虛焊,此壓力要保持到焊口完全冷卻。浙江舟山PE燃氣管對接完成;達到冷卻時間后,將壓力降為零,打開夾具,取下焊好的管子(管件),移開對接機,重新準(zhǔn)備下一接口連接。卸管前一定要將系統(tǒng)壓力降為零;若需移動焊機,應(yīng)拆下液壓導(dǎo)線,并及時做好接頭處的防塵工作
貨")
貨")
把浙江舟山pe聚乙烯管(polythylene pipe)的材料分為PE63、PE80、PE100三個等級,而用于浙江舟山PE燃氣管和給水管的材料主要是PE80和PE100。浙江舟山對聚乙烯管材專用料沒有分級,這使得國內(nèi)聚乙烯燃氣管和給水管生產(chǎn)廠家選擇原材料比較困難,也給聚乙烯管材的使用帶來了不小的隱患。規(guī)定了給水管的不同級別PE80和PE100對應(yīng)不同的壓力強度,并且去掉舊標(biāo)準(zhǔn)中的拉伸強度性能,而增加了斷裂伸長率(大于350%),即強調(diào)基本韌性。燃氣管必須承受一定的壓力,通常要選用分子量大、機械性能較好的PE樹脂,如HDPE樹脂。HDPE樹脂的拉伸強度低,耐壓差,剛性差,成型加工時尺寸穩(wěn)定性差,并且連接困難,不適宜作為給水壓力管的材料。但由于其衛(wèi)生指標(biāo)較高,LDPE特別是LLDPE樹脂已成為燃氣管的常用材料。LDPE、LLDPE 樹脂的熔融粘度小,流動性好,易加工,因而對其熔體指數(shù)的選擇范圍也較寬,通常MI在0.3-3g/10min之間。
貨")
貨")
貨")
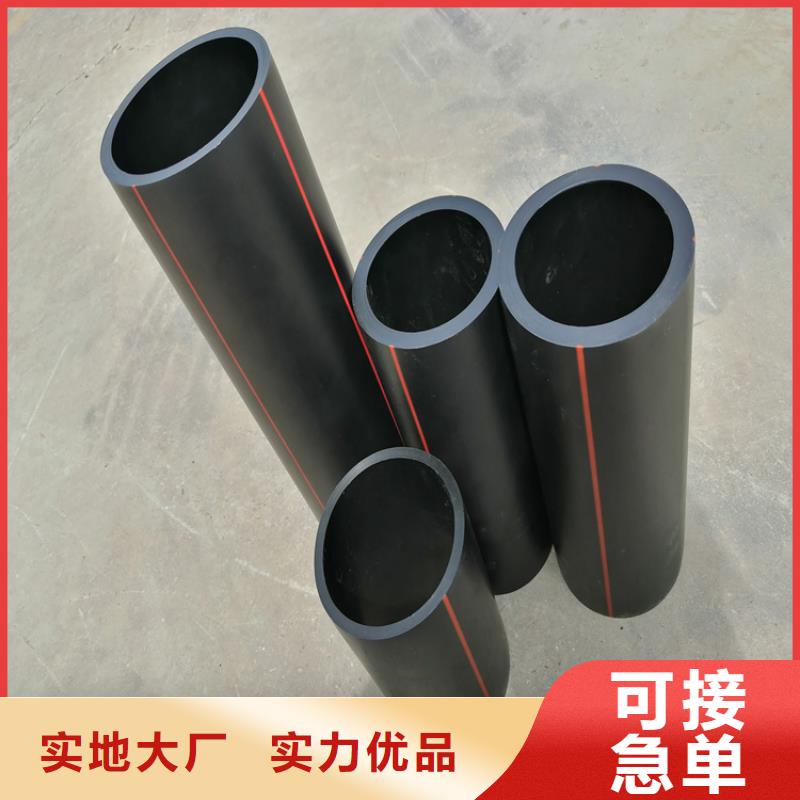
浙江舟山PE燃氣管HDPE100級燃氣管,浙江舟山PE燃氣管HDPE燃氣管生產(chǎn)廠家,浙江舟山PE燃氣管HDPE燃氣管怎么連接,浙江舟山PE燃氣管HDPE燃氣管檢測,浙江舟山PE燃氣管HDPE燃氣管跟PE給水管有什么區(qū)別,浙江舟山PE燃氣管HDPE燃氣管圖片,浙江舟山PE燃氣管HDPE燃氣管施工,浙江舟山PE燃氣管HDPE燃氣管能不能拉管,浙江舟山PE燃氣管HDPE國標(biāo)燃氣管,浙江舟山浙江舟山PE燃氣管PE燃氣管HDPE燃氣管熱熔,HDPE燃氣管顏色。HDPE燃氣管材所用的原材料幾乎都使用進口原料,浙江舟山PE燃氣管主要等級是PE100和PE80。國內(nèi)還沒有大批量生產(chǎn)PE燃氣管HDPE燃氣管專用料,一般的高密度聚乙烯的強度和硬度都要比燃氣管專用料要高一些。但對管材來說,隨著時間的推移會產(chǎn)生老化現(xiàn)象,其力學(xué)性能和物理性能都會發(fā)生衰減,管材將由初始的韌性破壞衰減轉(zhuǎn)變?yōu)槔匣蟮拇嘈云茐摹τ谒プ兝匣^程,浙江舟山PE燃氣管燃氣管專用料比一般的HDPE要緩慢很多。因此,浙江舟山PE燃氣管目前主要使用MDPE用作燃氣管專用料。在有關(guān)國際浙江舟山PE燃氣管ISO04437-1997,GB15558.1浙江舟山PE燃氣管標(biāo)準(zhǔn)中低于MDPE燃氣管用料都有嚴格的性能指標(biāo)要求,以保證在正常情況下使用壽命為50年。 HDPE燃氣管材所用的原材料幾乎都使用進口原料,主要等級是PE100和PE80。浙江舟山PE燃氣管國內(nèi)還沒有大批量生產(chǎn)PE燃氣管HDPE燃氣管專用料,一般的高密度聚乙烯的強度和硬度都要比燃氣管專用料要高一些。但對管材來說,隨著時間的推移會產(chǎn)生老化現(xiàn)象,其力學(xué)性能和物理性能都會發(fā)生衰減,管材將由初始的韌性破壞衰減轉(zhuǎn)變?yōu)槔匣蟮拇嘈云茐摹τ谒プ兝匣^程,燃氣管專用料比一般的HDPE要緩慢很多。因此,目前主要使用HDPE用作燃氣管專用料。浙江舟山PE燃氣管在有關(guān)國際標(biāo)準(zhǔn)ISO04437-1997及GB15558.1浙江舟山PE燃氣管標(biāo)準(zhǔn)中低于MDPE燃氣管用料都有嚴格的性能指標(biāo)要求,以保證在正常情況下使用壽命為50年。浙江舟山PE燃氣管
貨")
貨")
貨")
恒德塑膠有限公司座落于山東省聊城市陽谷縣閆樓鎮(zhèn)周莊村西首。公司依靠的設(shè)備、成熟的材料及獨特的堆焊新工藝,主要從事 浙江舟山集束管的研發(fā)、生產(chǎn)與銷售公司通過IS09001質(zhì)量管理認證體系認證。我們的專業(yè)團隊將根據(jù)客戶的實際需求,提出合理的建議、高品質(zhì)的產(chǎn)品和提供有效的解決方案。
選擇我們的產(chǎn)品與服務(wù),我們將竭誠為您服務(wù)。
貨")
貨")
浙江舟山PE燃氣管連接步驟:材料準(zhǔn)備→夾緊→切削→對中→加熱→切換→熔融對接→冷卻→對接完成。浙江舟山PE燃氣管材料準(zhǔn)備:1、將焊機各部件的電源接通。必須使用220V、50Hz的交流電,電壓變化在±10%以內(nèi),電源應(yīng)有接地線;同時應(yīng)保證加熱板表面清潔、沒有劃傷。浙江舟山PE燃氣管2、將泵站與機架用液壓導(dǎo)線接通。連接前應(yīng)檢查并清理接頭處的污物,以避免污物進入液壓系統(tǒng),進而損壞液壓器件;液壓導(dǎo)線接好后,應(yīng)鎖定接頭部分,以防止高壓工作時接頭被打開的危險。按選定的工作模式輸入焊接數(shù)據(jù):直徑;璧厚或SDR值;加熱板的溫度設(shè)定;焊工代號。浙江舟山PE燃氣管加緊:將管道或管件置于平坦位置,放于對接機上,留足10~20mm的切削余量;根據(jù)所焊制的管材、管件選擇合適的卡瓦夾具,夾緊管材,為切削做好準(zhǔn)備。浙江舟山PE燃氣管3切削:切削所焊管段、管件端面雜質(zhì)和氧化層,保證兩對接端面平整、光潔、無雜質(zhì)。1、將機架打開,放入銑刀,旋轉(zhuǎn)鎖緊旋鈕,將銑刀固定在機架上。啟動泵站時,應(yīng)在方向控制手柄處于中位時進行,嚴禁在高壓下啟動。2、啟動銑刀,閉合夾具,對管子管件的端面進行切削。3、當(dāng)形成連續(xù)的切削時,降壓,打開夾具,關(guān)閉銑刀。此過程一定要按照先降壓,在打開夾具,關(guān)閉銑刀的順序進行。4、取下銑刀,閉合夾具,檢查管子兩端的間隙(間隙量不得大于0.3mm)。從機架上取下銑刀時,應(yīng)避免銑刀與端面碰撞,如已發(fā)生需要重新銑削;銑削好的端面不要用手摸或被油污等污染。浙江舟山PE燃氣管對中;1、檢查管子的同軸度(其錯邊量為管壁厚的10%)。當(dāng)兩端面的間隙與錯邊量不能滿足要求時,應(yīng)對待焊件重新夾持,銑削,合格后方可進行下一步操作。浙江舟山PE燃氣管加熱;1、檢查加熱板的溫度是否適宜210℃~230℃,以兩端面熔融長度為1~2mm為宜。2、加熱板的紅指示燈應(yīng)表現(xiàn)為亮或閃爍。從加熱板上的紅指示燈次亮起后,在等10min使用,以使整個加熱板的溫度均勻。3、測試系統(tǒng)的拖動壓力P0并記錄。每個焊口的拖動壓力都需測定;當(dāng)拖動壓力過大時,可采用墊短管等方法解決。4、將溫度適宜的加熱板置于機架上,閉合夾具,并設(shè)定系統(tǒng)壓力P1。P1=P0+接縫壓力5、待管子(管件)間的凸起均勻,且高度達到要求時,將壓力降至近似拖動壓力,同時按下吸熱計時按鈕,開始記錄吸熱時間。P2=P0+吸熱壓力(吸熱壓力幾乎為零)浙江舟山PE燃氣管切換;1、將加熱板拿開,迅速讓兩熱熔端面相粘并加壓,為保證熔融對接質(zhì)量,切換周期越短越好。2、達到吸熱時間后,迅速打開機具,取下加熱板。取加熱板時,應(yīng)避免與熔融的端面發(fā)生碰撞;若已發(fā)生,應(yīng)在已溶化的端面徹底冷卻后,重新開始整個熔接過程。浙江舟山PE燃氣管熔融對接:1、使焊接的關(guān)鍵,對接過程應(yīng)始終處于熔融壓力下進行,卷邊寬度以1~2mm為宜。浙江舟山PE燃氣管冷卻:保持對接壓力不變,讓接口緩慢冷卻,冷卻時間長短以手摸卷邊生硬,感覺不到熱為準(zhǔn)。1、迅速閉合夾具,并在規(guī)定的時間內(nèi),迅速的將壓力調(diào)節(jié)到P3,同時按下計時器,記錄冷卻時間。P3=P0+冷卻壓力夾具閉合后升壓時應(yīng)均勻升壓,不能太快,或太慢,應(yīng)在規(guī)定的時間完成;以免形成假焊、虛焊,此壓力要保持到焊口完全冷卻。浙江舟山PE燃氣管對接完成;達到冷卻時間后,將壓力降為零,打開夾具,取下焊好的管子(管件),移開對接機,重新準(zhǔn)備下一接口連接。卸管前一定要將系統(tǒng)壓力降為零;若需移動焊機,應(yīng)拆下液壓導(dǎo)線,并及時做好接頭處的防塵工作
貨")
貨")
點擊查看恒德塑膠有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
選購PE燃氣管硅芯管廠家直銷大量現(xiàn)貨來浙江省舟山市找恒德塑膠有限公司,我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:周經(jīng)理-15095068822,{QQ:87238491},地址:[山東省聊城市陽谷縣閆樓鎮(zhèn)周莊村西首]。