



更新時間:2025-02-05 01:09:32 瀏覽次數:5 公司名稱:洛陽 縱橫機械制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 469 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 橡膠 |
| 生產工藝 | 熱硫化或冷粘 |
| 產品規格 | 按要求訂做 |
| 連接方式 | 法蘭連接 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應力 | 10 |
| 剝離強度 | 7 |
| 磨耗減量 | 0.1 |
| 應用領域 | 礦山、電力、冶金、化工等行業 |
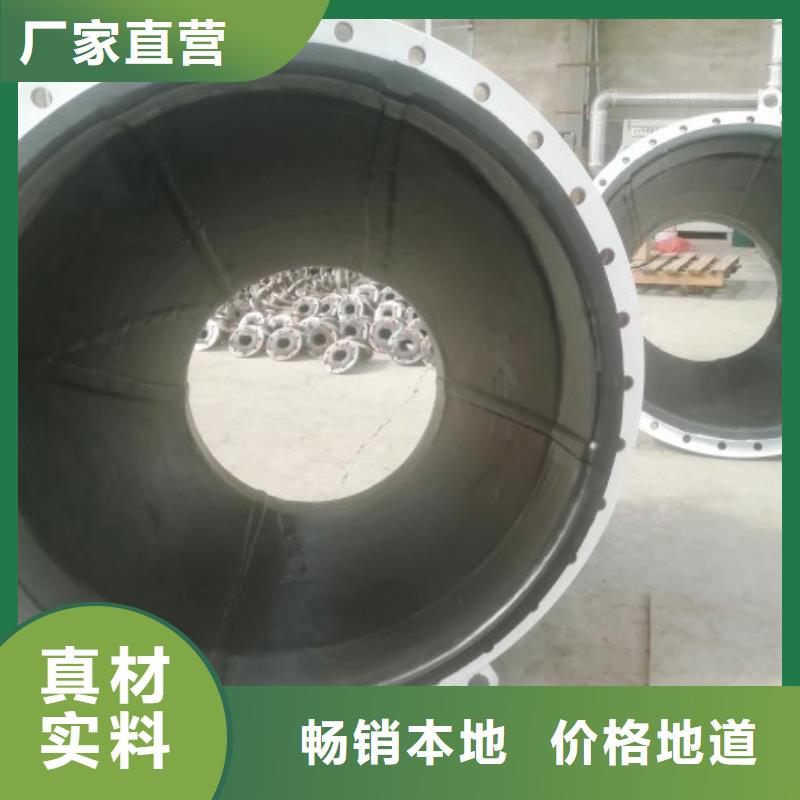


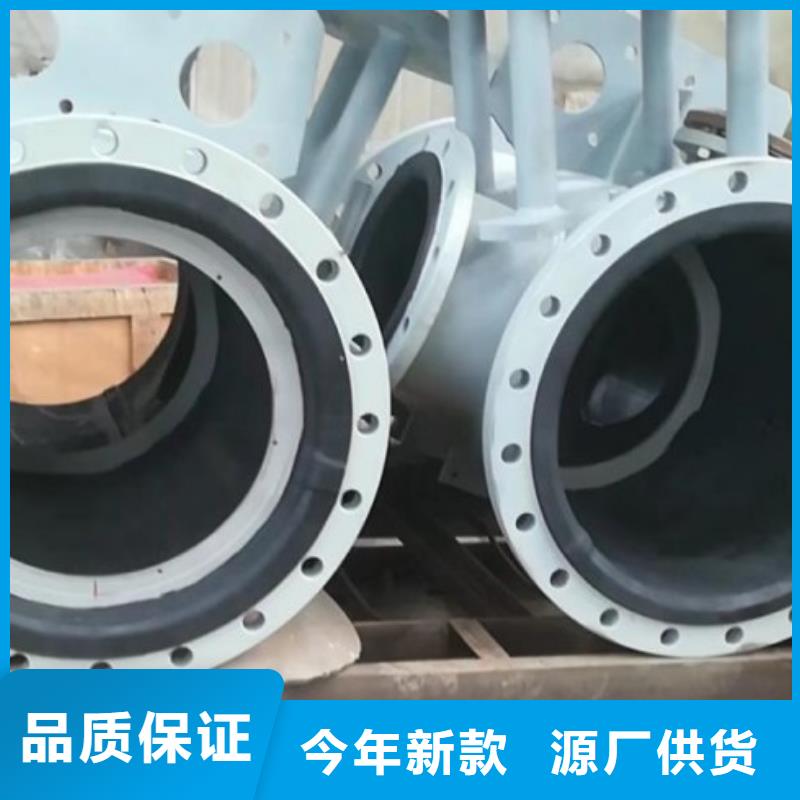
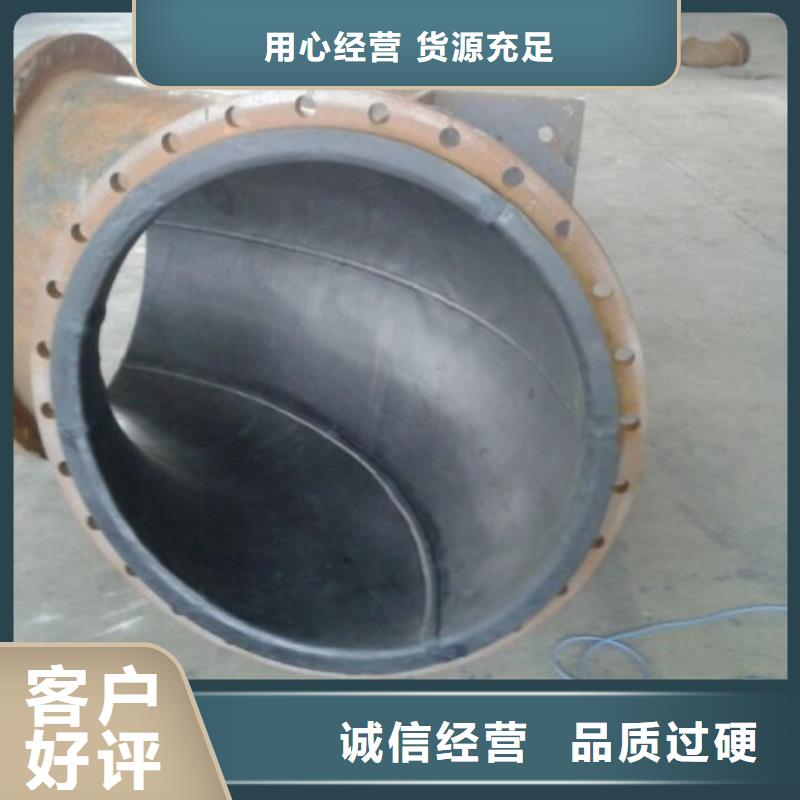

施工方或許運用方都比較清楚,整套襯膠管道運送管道首要分為以下幾個部分:襯膠直管、襯膠彎頭、襯膠三通、襯膠異徑管、襯膠大小頭、蝶閥等襯膠管件。管道運轉過程中會有某些特別方位的管件更易損壞,所以就需要做好備用管件提早替換修理。襯膠異徑管和大小頭:這種管件首要用在運送泵與襯膠管道之間,泵的進口方位設備。運送泵的進口越大,闡明運送泵的運用頻率越大,假如運送管道口徑小于運送泵出口的話,可以用襯膠異徑管或大小頭起到添加揚程和延伸運送管線,因而襯膠異徑管在此方位設備小端會遭到大的沖擊力,易呈現損壞;


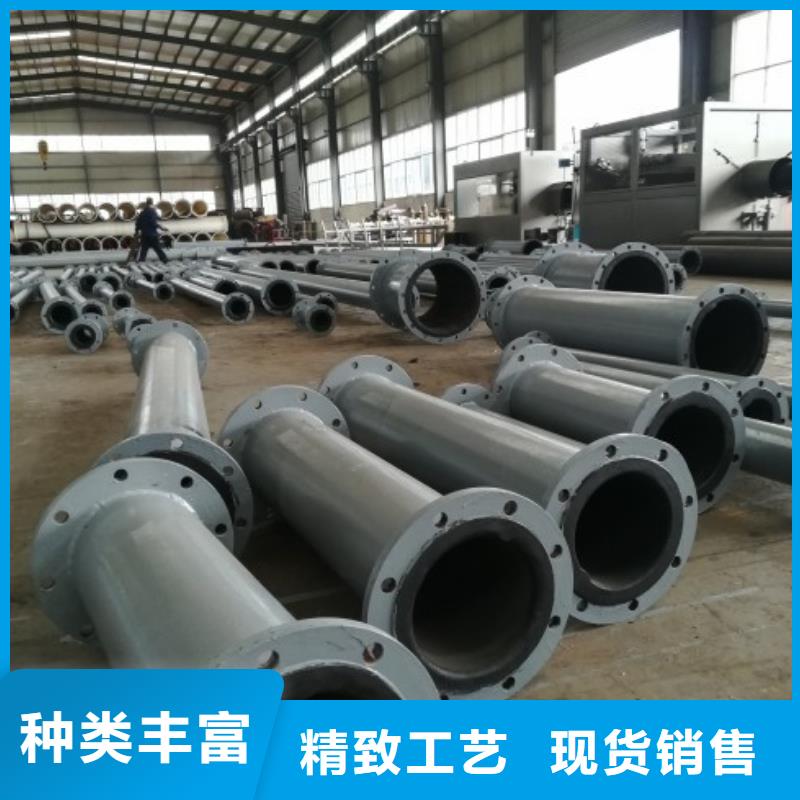
襯膠管道的加工工藝:
襯膠管道采用優質碳鋼鋼管,國標20號無縫鋼管。外圍為鋼管,襯里為優質丁基膠。采用熱硫化粘接方式通過硫化儲罐高溫、高壓、一定的穩定控制:一方面通過外部條件使得橡膠達到硫化的目的。另一方面通過熱硫化粘接劑將橡膠與粘接面達到強度粘接目的。
一:襯膠前管道要進行鋼珠噴砂、噴砂要達到Sa2標準,焊接處的毛刺處理要達到圓滑過渡、鋼體表面要平整。噴砂前應認真檢查全部噴砂面有無油污,若有應用清洗劑清洗干凈,對設備的管嘴、人孔等開口處應用膠合板和塑料布進行包扎、捆綁,以防砂子飛出傷人。噴砂應按下述進行施工:
二、徹底出去管體內的灰塵、并刷次膠漿。涂刷應厚度均勻,嚴密不漏。未涂膠漿前的合格噴砂面,施工人員嚴禁用手觸摸或有用其它臟物去接觸,以防污染。
三、配好第二次膠漿濃度在刷第二、三遍膠漿。
四、裁剪、按照設備、管道的大小進行裁剪下料并設計好搭邊位置、在膠板上刷膠漿、要求均勻一致。
五、上下封頭襯膠要達到三無、表面美觀、多孔板襯膠要打到三無、表面美觀、筒身及附件襯膠要達到三無、法蘭面平整、表面光滑、配件及附件要達到三無、外表要美觀平整。
六、管道直管、三通、彎頭要達到三無外表平整光滑。



熱貼法操作 這種方法是將膠板預熱到50℃~60℃左右,然后用布或棉紗球依次抹壓并趕出空氣。這種方法的特點是壓貼速度快、工具簡單、操作環境好。
襯膠管道熱硫化的好處:
硫化是丁基橡膠分子與硫化助劑發生化學反應的過程。硫化可使膠料從塑性變成高彈性的有機高聚物。硫化過程對彈性高聚物的性質有決定性的影響,特別是膠料的定伸應力、彈性、硬度、抗溶脹性和化學穩定性等有明顯的變化,其他的物理化學性能也得到一定的改善,使橡膠制品具有實用價值。這種性能變化的大小主要與加入膠料中的硫化劑的選擇和硫化條件有關。
丁基橡膠在整個硫化過程中可按其性能變化特征分為4個階段:焦燒或硫化起步、欠硫化、正硫化和過硫化。丁基橡膠的硫化程度對襯里的質量有很大的影響,如硬質膠襯里在欠硫化時其抗沖擊強度、抗撕裂性、耐磨耗性等都達到了較好的水平,但其拉伸強度、硬度和化學穩定性等較差;當處于正硫化階段時膠料的大部分力學性能達到,取得的綜合平衡;如若繼續硫化而進入過硫化階段,襯膠層往往發生“復原現象”,力學強度明顯下降。對于任何橡膠來說,丁基橡膠分子鏈的交聯和斷鏈貫穿于整個硫化過程的始終。到了過硫化的階段,如果交聯仍占優勢,則橡膠發硬;反之,如果斷鏈超過交聯,則橡膠變軟。因此襯膠設備要求嚴格控制正硫化條件,以獲得的襯膠層質量。實際生產中一般通過對膠料硫化過程中物理性能的檢測,如膠料的硬度參數等,來判定和控制襯膠層的正硫化點。



在競爭激烈的 浙江舟山鋼襯塑市場中,縱橫機械制造有限公司秉承“質量和信譽是企業生存之本”的宗旨,堅持“誠信、敬業、和諧、創新”的經營理念和“以信從商、共同發展”的原則,為客戶的需求提供好的 浙江舟山鋼襯塑,更為客戶的 浙江舟山鋼襯塑產品市場打下堅實的基礎,我廠承諾“同樣的 浙江舟山鋼襯塑產品比質量,同樣的質量比價格”,并24小時攜誠為客戶服務!

