
聯(lián)系我們

當前位置:
聊城 亞廣金屬有限公司 >
周口本地產(chǎn)品推薦News
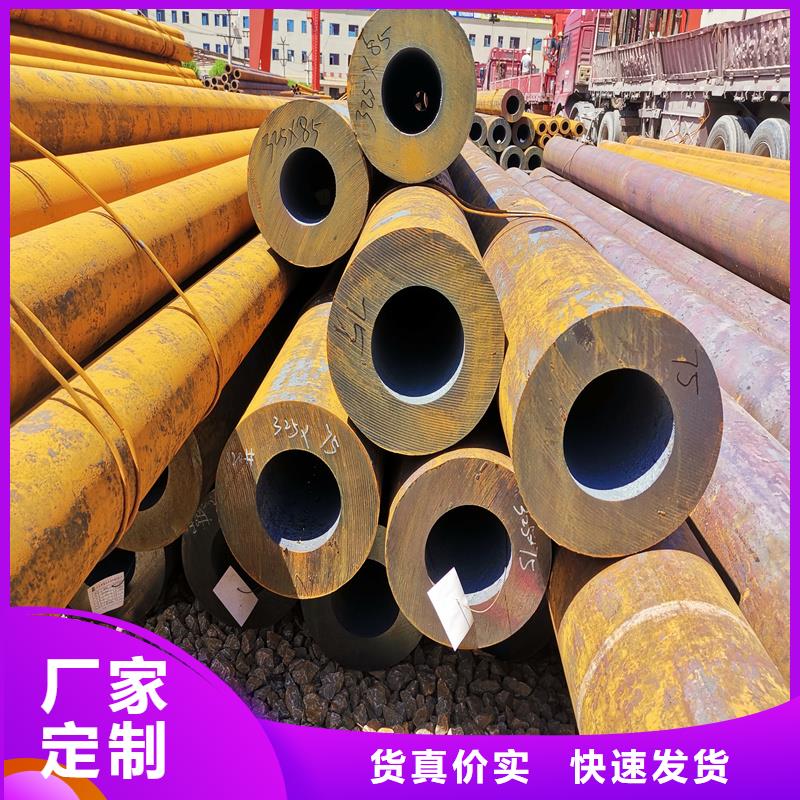
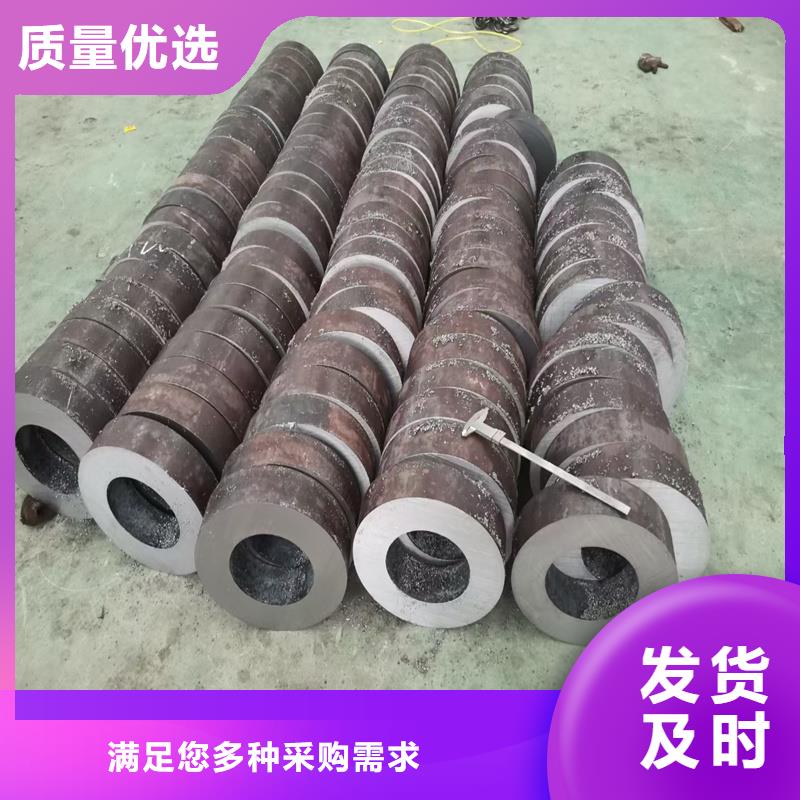
20#大口徑厚壁無縫鋼管
更新時間:2025-02-15 18:35:13 瀏覽次數(shù):8 公司名稱:聊城 亞廣金屬有限公司
以下是:20#大口徑厚壁無縫鋼管的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電聯(lián)/噸 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 653 |
| 運費說明 | 電聯(lián) |
以下是:20#大口徑厚壁無縫鋼管的圖文視頻

20#大口徑厚壁無縫鋼管,亞廣金屬有限公司為您提供20#大口徑厚壁無縫鋼管產(chǎn)品案例,聯(lián)系人:胡經(jīng)理,電話:06358883230、15315771118,QQ:1050645133,發(fā)貨地:聊城開發(fā)區(qū)匯通金屬物流園發(fā)貨到河南省 周口市 川匯區(qū)、扶溝縣、西華縣、商水縣、沈丘縣、鄲城縣、淮陽區(qū)、太康縣、鹿邑縣、項城市。 河南省,周口市 2004年,被評為全國的地市級“中國雜技之鄉(xiāng)”。2020年1月22日,被住房和城鄉(xiāng)建設部命名為園林城市。2020年5月18日,榮獲“河南省文明城市”稱號。2020年10月20日,入選“全國雙擁模范城市”名單。2021年,周口中心港入列36個內河主要港口。2023年6月8日,被授予“文學之鄉(xiāng)”稱號。2023年,被評為三線城市。
亞廣金屬
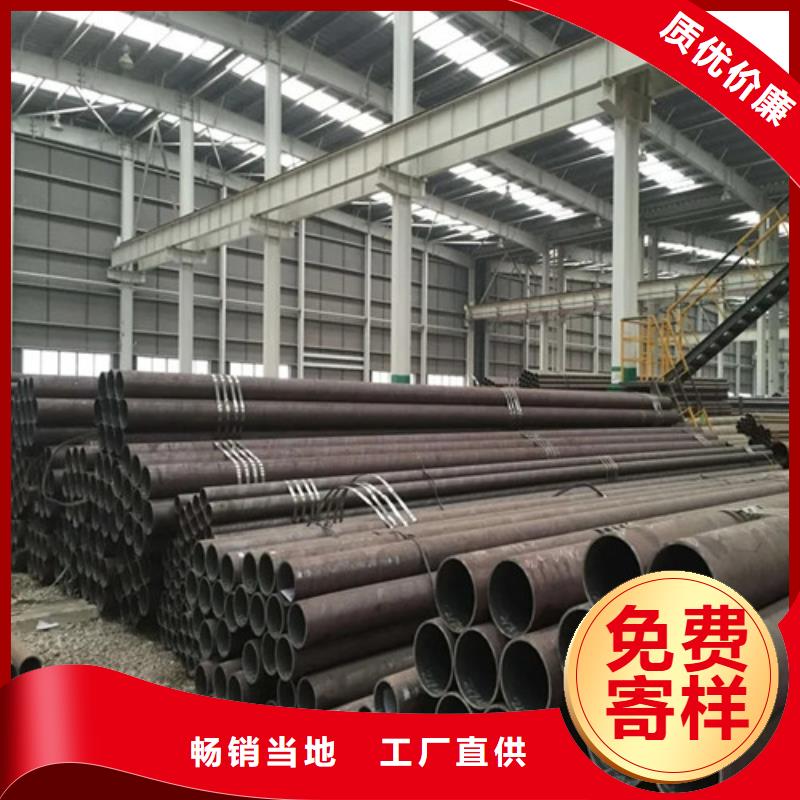
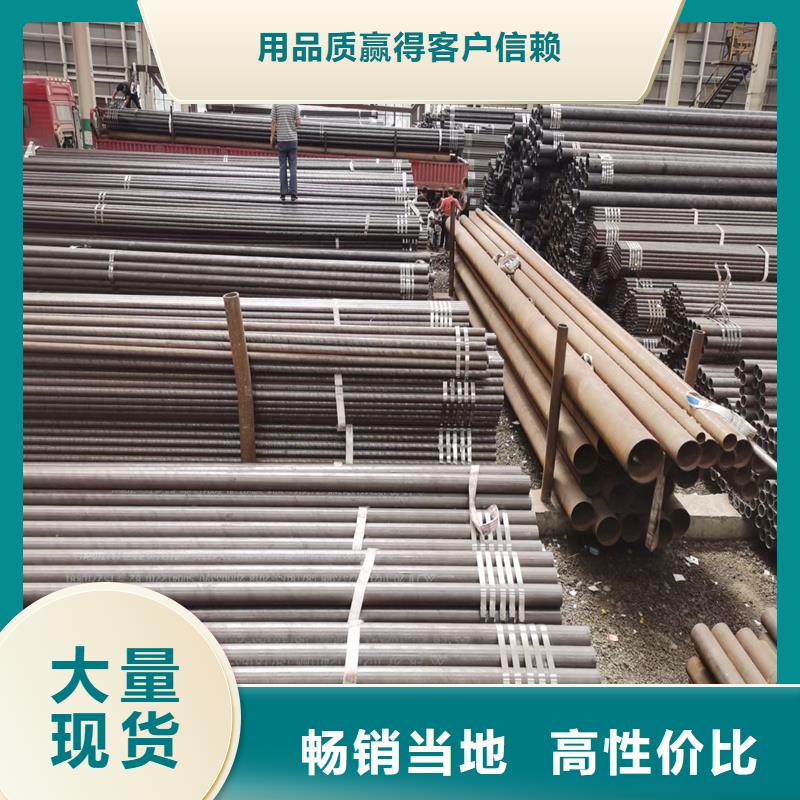
周口20#大口徑厚壁無縫鋼管
1.1、熱軋無縫管一般在自動軋管機組上生產(chǎn)。實心管壞經(jīng)檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管壞內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續(xù)軋制。 經(jīng)均整機均整壁厚,經(jīng)定徑機定徑,達到規(guī)格要求。利用連續(xù)式軋管機組生產(chǎn)熱軋無縫鋼管是較先進的方法。
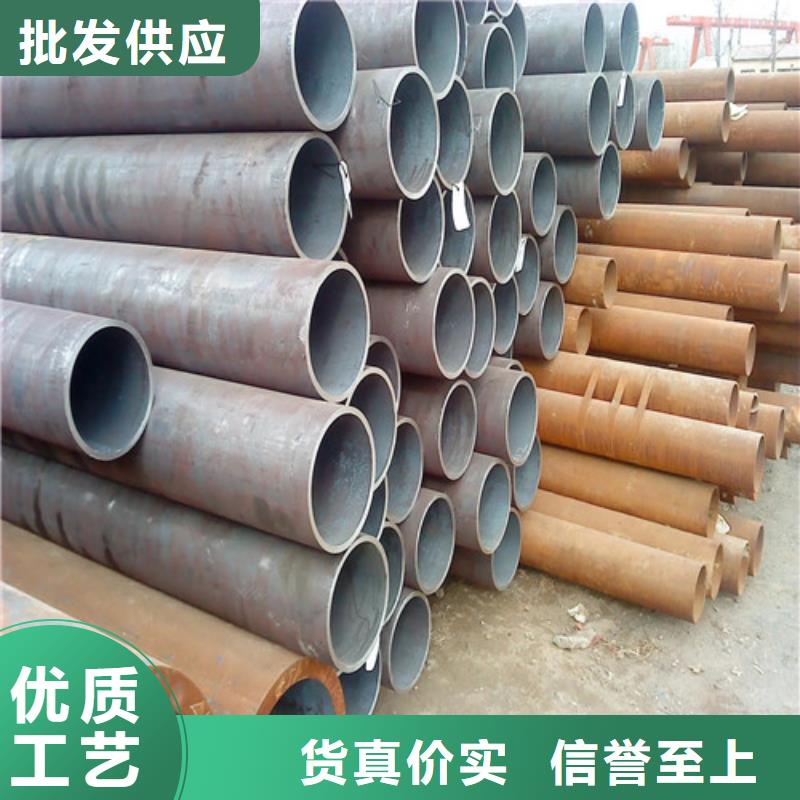
1.2、若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
1.3、擠壓法即將加熱好的管壞放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產(chǎn)直徑較小的鋼管。



點擊查看亞廣金屬有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
聯(lián)系人:胡經(jīng)理,電話:15315771118,亞廣金屬有限公司在河南省周口市本地專業(yè)從事20#大口徑厚壁無縫鋼管,河南省周口市各個縣市以及周邊城市均可提供送貨上門服務!