
保障")


想要直觀了解【PE燃氣管】,MPP塑鋼復合管助您降低采購成本產(chǎn)品嗎?別猶豫,快來觀看我們的視頻,讓產(chǎn)品自己說話!
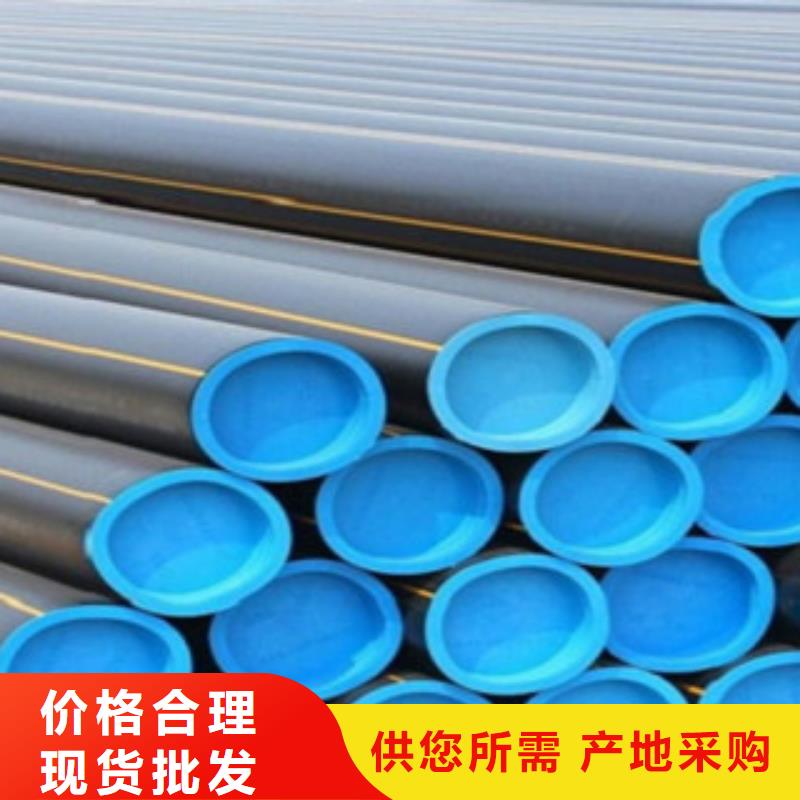
以下是:【PE燃氣管】,MPP塑鋼復合管助您降低采購成本的圖文介紹

山東恒泰自主生產(chǎn)200多種PE管件,從DN20mm-DN1200mm各規(guī)格三通、四通、彎頭、法蘭根、法蘭鋼片、以及特殊焊制PE管件等,擁有PE管件注塑機60余臺,技術(shù)人員30名。廠家規(guī)模大,買PE管件,不用東奔西走,一站式購齊,很多客戶由于工地的設計原因,需求的PE管件也很多,但是有些小的PE管件廠家,生產(chǎn)規(guī)模不大,產(chǎn)品規(guī)格不齊全,需要多個廠家采購,這樣不僅浪費時間,又耽誤工期。文遠公司,PE管件一站式購齊,您需求的所有管件,都可以在山東文遠找到。
PE管件質(zhì)量好,價格低,采用全新料生產(chǎn),售后完善,山東恒泰生產(chǎn)的PE管件,質(zhì)量上乘,采用進口注塑機專用原料:菲利普斯3802。純原料生產(chǎn),保證產(chǎn)品質(zhì)量!如因產(chǎn)品質(zhì)量出現(xiàn)問題,公司賠償,若是工地施工不當造成,公司將會派遣技術(shù)員到現(xiàn)場指導,直到施工完畢。公司地理位置優(yōu)越,PE管件發(fā)貨及時,山東陽谷恒泰實業(yè)有限公司位于江北水城-山東聊城。魯西核心地區(qū),物流發(fā)達,PE管件發(fā)貨及時,不會耽誤正常施工工期,即使是要貨比較急,也能按時到達。物流配貨、專車配送等,解決您的后顧之憂!
在低碳節(jié)能背景下,許多PE管材企業(yè)也緊跟潮流,再次擔當重要角色。綠色低碳制造技術(shù)將塑料行業(yè)的綠色化推向一個全新的高潮。文遠股份:PE管材生產(chǎn)回收利用是必然。據(jù)不完全統(tǒng)計,我國2012年的塑料制品將達到1000萬噸,將會成為一個經(jīng)濟新增亮點,然而,把隨著PE管的大規(guī)模的應用,隨之而來的問題也應運而生。從新材料、加工技術(shù)到終應用,綠色低碳的概念已經(jīng)貫穿塑料加工業(yè)的整個產(chǎn)業(yè)鏈。從近兩年的CHINAPLAS來看,節(jié)能技術(shù)無疑已經(jīng)成為全球橡塑市場受關注的熱點。從伺服驅(qū)動、全電動注塑機,到電磁感應加熱、紅外加熱,一直到各種豐富的生產(chǎn)單元,無疑均將節(jié)能、的PE管材產(chǎn)品推升到極限。塑料的廣泛應用對環(huán)境的沖擊使產(chǎn)業(yè)的發(fā)展面對著越來越大的壓力與挑戰(zhàn),如何有效解決塑料對環(huán)境的不良沖擊,改變?nèi)藗児逃械膶λ芰稀拔廴经h(huán)境”的認識,讓“塑料袋”禁用與限用等環(huán)保政策不再必要,將是塑料行業(yè)持續(xù)穩(wěn)定發(fā)展的關鍵。
PE管件質(zhì)量好,價格低,采用全新料生產(chǎn),售后完善,山東恒泰生產(chǎn)的PE管件,質(zhì)量上乘,采用進口注塑機專用原料:菲利普斯3802。純原料生產(chǎn),保證產(chǎn)品質(zhì)量!如因產(chǎn)品質(zhì)量出現(xiàn)問題,公司賠償,若是工地施工不當造成,公司將會派遣技術(shù)員到現(xiàn)場指導,直到施工完畢。公司地理位置優(yōu)越,PE管件發(fā)貨及時,山東陽谷恒泰實業(yè)有限公司位于江北水城-山東聊城。魯西核心地區(qū),物流發(fā)達,PE管件發(fā)貨及時,不會耽誤正常施工工期,即使是要貨比較急,也能按時到達。物流配貨、專車配送等,解決您的后顧之憂!
在低碳節(jié)能背景下,許多PE管材企業(yè)也緊跟潮流,再次擔當重要角色。綠色低碳制造技術(shù)將塑料行業(yè)的綠色化推向一個全新的高潮。文遠股份:PE管材生產(chǎn)回收利用是必然。據(jù)不完全統(tǒng)計,我國2012年的塑料制品將達到1000萬噸,將會成為一個經(jīng)濟新增亮點,然而,把隨著PE管的大規(guī)模的應用,隨之而來的問題也應運而生。從新材料、加工技術(shù)到終應用,綠色低碳的概念已經(jīng)貫穿塑料加工業(yè)的整個產(chǎn)業(yè)鏈。從近兩年的CHINAPLAS來看,節(jié)能技術(shù)無疑已經(jīng)成為全球橡塑市場受關注的熱點。從伺服驅(qū)動、全電動注塑機,到電磁感應加熱、紅外加熱,一直到各種豐富的生產(chǎn)單元,無疑均將節(jié)能、的PE管材產(chǎn)品推升到極限。塑料的廣泛應用對環(huán)境的沖擊使產(chǎn)業(yè)的發(fā)展面對著越來越大的壓力與挑戰(zhàn),如何有效解決塑料對環(huán)境的不良沖擊,改變?nèi)藗児逃械膶λ芰稀拔廴经h(huán)境”的認識,讓“塑料袋”禁用與限用等環(huán)保政策不再必要,將是塑料行業(yè)持續(xù)穩(wěn)定發(fā)展的關鍵。

PE燃氣管廠家相對于其他塑料管道,國內(nèi)PE燃氣管的應用和管理相對比較規(guī)范。 質(zhì)檢總局在《特種設備技術(shù)規(guī)范》中對PE燃氣管材和管件的生產(chǎn)和應用都有明確要求,并實行認證制度。耐腐蝕,使用壽命長,在我國沿海地區(qū),地下水位偏高,土地濕度大,使用無縫鋼管必須防腐及做安裝陽紋外向錘煉,且壽命只有30年,而PE管可耐多種化學介質(zhì)的侵蝕,不需防腐處理。PE燃氣管的公稱壓力規(guī)定為:0.2Mpa、0.4Mpa、1.0Mpa等5種,同等規(guī)格管材的公稱壓力的大小一般以管材的壁厚來劃分。PE燃氣管每個壓力區(qū)的小口徑的管材規(guī)定為:0.6Mpa管材的口徑為63mm,0.8Mpa管材的口徑為50mm,1.0Mpa管材的口徑為40mm。
1.25Mpa管材的口徑為32mm,1.6Mpa管材的口徑為20mm和25mm。聚乙烯管道系統(tǒng)之間采用電熱熔方式連接,接頭的強度高于管道本體強度。PE燃氣管的低溫脆化溫度極低,可在-60-60℃溫度范圍內(nèi)使用。冬季施工時,因材料抗沖擊性好,不會發(fā)生管子脆裂。中壓B和中壓A管道必須通過區(qū)域調(diào)壓站、用戶專用調(diào)壓站才能給城市分配管網(wǎng)中的低壓和中壓管道供氣,或給工廠企業(yè)、大型公共建筑用戶以及鍋爐房供氣。一般由城市高壓B燃氣管道構(gòu)成大城市輸配管網(wǎng)系統(tǒng)的外環(huán)網(wǎng)。高壓B燃氣管道也是給大城市供氣的主。高壓A輸氣管通常是貫穿省、地區(qū)或連接城市的長輸管線,它有時構(gòu)成了大型城市輸配管網(wǎng)系統(tǒng)的外環(huán)網(wǎng)。隨著中國快速的城市化建設以及對環(huán)境質(zhì)量越來越高的要求。
促進了城市燃氣的飛速發(fā)展。據(jù)有關資料介紹,2010年我國天然氣管道總長僅3.5萬公里,但到2015年天然氣管道總長將達到10萬公里,預計2020年PE燃氣管道將達到30-50萬公里。近幾年PE燃氣管材用量已超過30萬噸/年,且其發(fā)展仍然處于黃金時期。PE燃氣管廠家是一家專業(yè)從事塑料管材科研、開發(fā)、設計、生產(chǎn)、安裝、服務的現(xiàn)代化高新企業(yè)。擁有先進的塑料管材生產(chǎn)設備多條,形成了以給水用聚乙烯(PE)管道系統(tǒng),燃氣用聚乙烯(PE)管道系統(tǒng),地源熱泵專用聚乙烯(PE)管道系統(tǒng)。非開挖用聚乙烯(PE)管道系統(tǒng),排水用聚乙烯(PE)雙壁波紋管及鋼帶增強纏繞管道系統(tǒng),非開挖用改性聚丙烯(M-PP)電力電纜管道系統(tǒng)等為主要產(chǎn)品的生產(chǎn)體系。
1.25Mpa管材的口徑為32mm,1.6Mpa管材的口徑為20mm和25mm。聚乙烯管道系統(tǒng)之間采用電熱熔方式連接,接頭的強度高于管道本體強度。PE燃氣管的低溫脆化溫度極低,可在-60-60℃溫度范圍內(nèi)使用。冬季施工時,因材料抗沖擊性好,不會發(fā)生管子脆裂。中壓B和中壓A管道必須通過區(qū)域調(diào)壓站、用戶專用調(diào)壓站才能給城市分配管網(wǎng)中的低壓和中壓管道供氣,或給工廠企業(yè)、大型公共建筑用戶以及鍋爐房供氣。一般由城市高壓B燃氣管道構(gòu)成大城市輸配管網(wǎng)系統(tǒng)的外環(huán)網(wǎng)。高壓B燃氣管道也是給大城市供氣的主。高壓A輸氣管通常是貫穿省、地區(qū)或連接城市的長輸管線,它有時構(gòu)成了大型城市輸配管網(wǎng)系統(tǒng)的外環(huán)網(wǎng)。隨著中國快速的城市化建設以及對環(huán)境質(zhì)量越來越高的要求。
促進了城市燃氣的飛速發(fā)展。據(jù)有關資料介紹,2010年我國天然氣管道總長僅3.5萬公里,但到2015年天然氣管道總長將達到10萬公里,預計2020年PE燃氣管道將達到30-50萬公里。近幾年PE燃氣管材用量已超過30萬噸/年,且其發(fā)展仍然處于黃金時期。PE燃氣管廠家是一家專業(yè)從事塑料管材科研、開發(fā)、設計、生產(chǎn)、安裝、服務的現(xiàn)代化高新企業(yè)。擁有先進的塑料管材生產(chǎn)設備多條,形成了以給水用聚乙烯(PE)管道系統(tǒng),燃氣用聚乙烯(PE)管道系統(tǒng),地源熱泵專用聚乙烯(PE)管道系統(tǒng)。非開挖用聚乙烯(PE)管道系統(tǒng),排水用聚乙烯(PE)雙壁波紋管及鋼帶增強纏繞管道系統(tǒng),非開挖用改性聚丙烯(M-PP)電力電纜管道系統(tǒng)等為主要產(chǎn)品的生產(chǎn)體系。


PE管、PE管件應根據(jù)施工要求選用配套的等徑、異徑彎頭和三通等管件。熱熔焊接宜采用同種牌號、材質(zhì)的管件,對性能相似的不同牌號、材質(zhì)的管件之間的焊接應先做試驗。夾緊PE管材:用干凈的布兩管端部的污物。將管材置于機架卡瓦內(nèi),根據(jù)所焊制的管件更換基本夾具,選擇合適的卡瓦,使對接兩端伸出的長度大致相等且在滿足銑削和加熱要求的情況下應盡可能縮短。管材在機架以外的部分用支撐架托起,使管材軸線與機架中心線處于同一高度,然后用卡瓦緊固好。切削:置入銑刀,然后緩慢合攏兩管材焊接端,并加以適當?shù)膲毫Γ钡絻啥嗣婢羞B續(xù)的切屑出現(xiàn),撤掉壓力,略等片刻,再退出活動架。
切屑厚度應為0.5~1.0mm,確保切削所焊管段端面的雜質(zhì)和氧化層,保證兩對接端面平整、光潔。對中:兩對焊管段的錯邊應越小越好,如果錯邊大,會導致應力集中,錯邊不應超過壁厚的10%。加熱:加熱板溫度達到設定值后,放入機架,施加壓力,直到兩邊小卷邊達到規(guī)定寬度時壓力減小到規(guī)定值,進行吸熱。保證有足夠熔融料,以備熔融對接時分子相互擴散。切換:從加熱結(jié)束到熔融對接開始這段時間為切換周期,為保證熔融對接質(zhì)量,切換周期越短越好。熔融對接:是焊接的關鍵,熔融對接過程應始終處于熔融壓力之下進行。冷卻:由于塑料材料導熱性差,冷卻速度相應緩慢。焊縫材料的收縮、結(jié)構(gòu)的形成過程在長時間內(nèi)以緩慢的速度進行。因此,焊縫的冷卻必須在一定的壓力下進行。
將焊機各部件電源接通,電源應接地,同時應保證加熱板表面清潔、沒有劃傷。將泵站與機架用液壓導線接通。連接前應檢查并清理接頭處的污物,以免污物進入液壓系統(tǒng),進而損壞液壓器件;液壓導線接好后,應鎖定接頭部分,以防止高壓工作時接頭被打開的危險。將待焊管材(管件)夾緊,固定在機架上,熔接大口徑管時, 能用廢棄的管節(jié)或?qū)S弥Ъ軌|平,以保護管材和減小熔接過程中的摩擦力。將機架打開,放入銑刀,旋轉(zhuǎn)鎖緊旋鈕,將銑刀固定在機架上。啟動泵站時,應在方向控制手柄處于中位時進行,嚴禁在高壓下啟動。啟動銑刀,閉合夾具,對管子(管件)的端面進行切削。
當形成連續(xù)的切削時,降壓,打開夾具,關閉銑刀。此過程一定要按照先降壓,再打開夾具, 關閉銑刀的順序進行。取下銑刀,閉合夾具,檢查管子兩端的間隙。從機架上取下銑刀時,應避免銑刀與端面相碰撞,如已發(fā)生需重新銑削;銑削好的端面不要手摸或被油污等污染。檢查PE管的同軸度。當兩端面的間隙與錯邊量不能滿足要求時,應對待焊件重新夾持,銑削,合格后方可進行下一步操作。檢查加熱板的溫度是否適宜,加熱板的紅指示燈應表現(xiàn)為亮或閃爍。從加熱板上的 次燈亮起后, 再等10min使用,以使整個加熱板的溫度均勻。測試系統(tǒng)的拖動壓力P0并記錄。每個焊口的拖動壓力都需測定;當拖動壓力過大時,可采用墊短管等方法解決。
切屑厚度應為0.5~1.0mm,確保切削所焊管段端面的雜質(zhì)和氧化層,保證兩對接端面平整、光潔。對中:兩對焊管段的錯邊應越小越好,如果錯邊大,會導致應力集中,錯邊不應超過壁厚的10%。加熱:加熱板溫度達到設定值后,放入機架,施加壓力,直到兩邊小卷邊達到規(guī)定寬度時壓力減小到規(guī)定值,進行吸熱。保證有足夠熔融料,以備熔融對接時分子相互擴散。切換:從加熱結(jié)束到熔融對接開始這段時間為切換周期,為保證熔融對接質(zhì)量,切換周期越短越好。熔融對接:是焊接的關鍵,熔融對接過程應始終處于熔融壓力之下進行。冷卻:由于塑料材料導熱性差,冷卻速度相應緩慢。焊縫材料的收縮、結(jié)構(gòu)的形成過程在長時間內(nèi)以緩慢的速度進行。因此,焊縫的冷卻必須在一定的壓力下進行。
將焊機各部件電源接通,電源應接地,同時應保證加熱板表面清潔、沒有劃傷。將泵站與機架用液壓導線接通。連接前應檢查并清理接頭處的污物,以免污物進入液壓系統(tǒng),進而損壞液壓器件;液壓導線接好后,應鎖定接頭部分,以防止高壓工作時接頭被打開的危險。將待焊管材(管件)夾緊,固定在機架上,熔接大口徑管時, 能用廢棄的管節(jié)或?qū)S弥Ъ軌|平,以保護管材和減小熔接過程中的摩擦力。將機架打開,放入銑刀,旋轉(zhuǎn)鎖緊旋鈕,將銑刀固定在機架上。啟動泵站時,應在方向控制手柄處于中位時進行,嚴禁在高壓下啟動。啟動銑刀,閉合夾具,對管子(管件)的端面進行切削。
當形成連續(xù)的切削時,降壓,打開夾具,關閉銑刀。此過程一定要按照先降壓,再打開夾具, 關閉銑刀的順序進行。取下銑刀,閉合夾具,檢查管子兩端的間隙。從機架上取下銑刀時,應避免銑刀與端面相碰撞,如已發(fā)生需重新銑削;銑削好的端面不要手摸或被油污等污染。檢查PE管的同軸度。當兩端面的間隙與錯邊量不能滿足要求時,應對待焊件重新夾持,銑削,合格后方可進行下一步操作。檢查加熱板的溫度是否適宜,加熱板的紅指示燈應表現(xiàn)為亮或閃爍。從加熱板上的 次燈亮起后, 再等10min使用,以使整個加熱板的溫度均勻。測試系統(tǒng)的拖動壓力P0并記錄。每個焊口的拖動壓力都需測定;當拖動壓力過大時,可采用墊短管等方法解決。



潤星電力管材有限公司所生產(chǎn)的 河南周口PVC-C電力管產(chǎn)品種類齊全、規(guī)格多樣,價格適中 ,品質(zhì)優(yōu)良。其制作流程嚴格遵守行業(yè)生產(chǎn)標準和檢驗控制,保證了每一件產(chǎn)品質(zhì)量。


點擊查看潤星電力管材有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】