

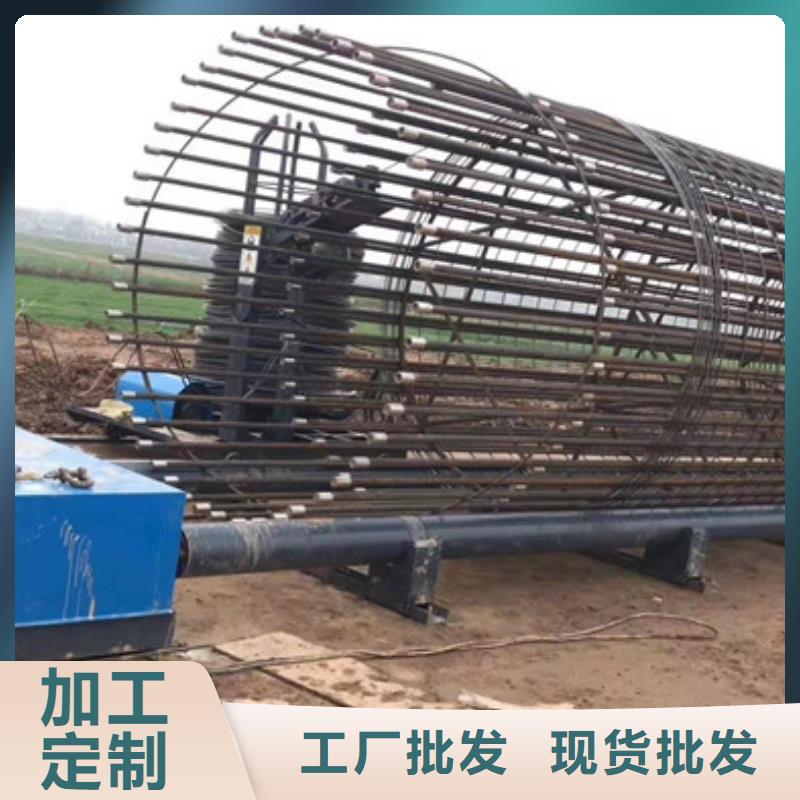
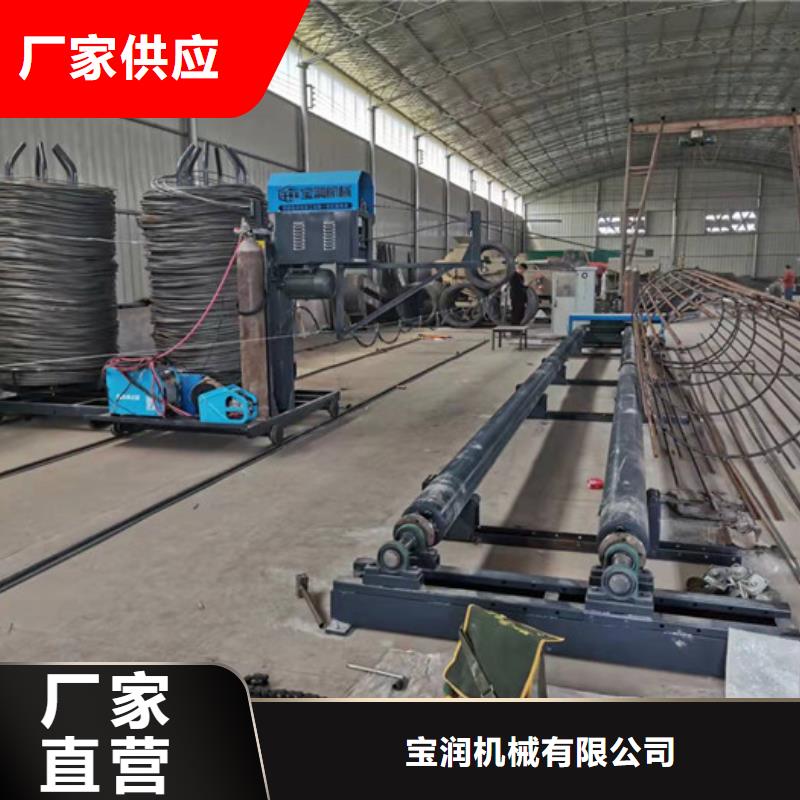


箍筋:加強(qiáng)箍筋制作要按圖紙尺寸制作,不得進(jìn)行隨意修改;螺旋箍筋,首先調(diào)直鋼筋,再盤好待用間距加強(qiáng)區(qū)每10㎝一道,一般區(qū)域每20㎝一道誤差應(yīng)控制在規(guī)范許可范圍內(nèi)施工時(shí)需注意設(shè)計(jì)圖中螺旋箍筋布置,螺旋箍筋搭接長度為10d。螺旋箍筋以采用點(diǎn)焊方式固定(滿布式焊接),如用綁扎方式固定必須全不綁扎到位,綁扎點(diǎn)采用十字行綁扎。?鋼筋焊接(主筋):加工場內(nèi)主筋焊接采用雙面搭接焊,同一截面上接頭數(shù)量不超過50%,采用雙面搭接焊時(shí)焊縫長為5d;現(xiàn)場采用單面搭接焊,焊縫長為10d,焊縫寬度0.7d焊縫高度0.3d。加工時(shí)需注意頂籠處端部打彎需符合設(shè)計(jì)要求,打彎鋼筋直線長度為4.25d打彎半徑2.5d。為保證軸線一致搭接焊前主筋需預(yù)彎4°角,并且預(yù)彎長度要保證一致,但不能小于焊接所需長度(10d)。同時(shí)為現(xiàn)場焊接方便彎曲制作時(shí),注意彎曲方向,一般上口為順時(shí)針彎曲,下口為逆時(shí)針彎曲。鋼筋籠繞筋機(jī)
--哪家便宜") 寶潤機(jī)械有限公司
廣東省中山鋼筋籠繞筋機(jī)--哪家便宜
寶潤機(jī)械有限公司
廣東省中山鋼筋籠繞筋機(jī)--哪家便宜
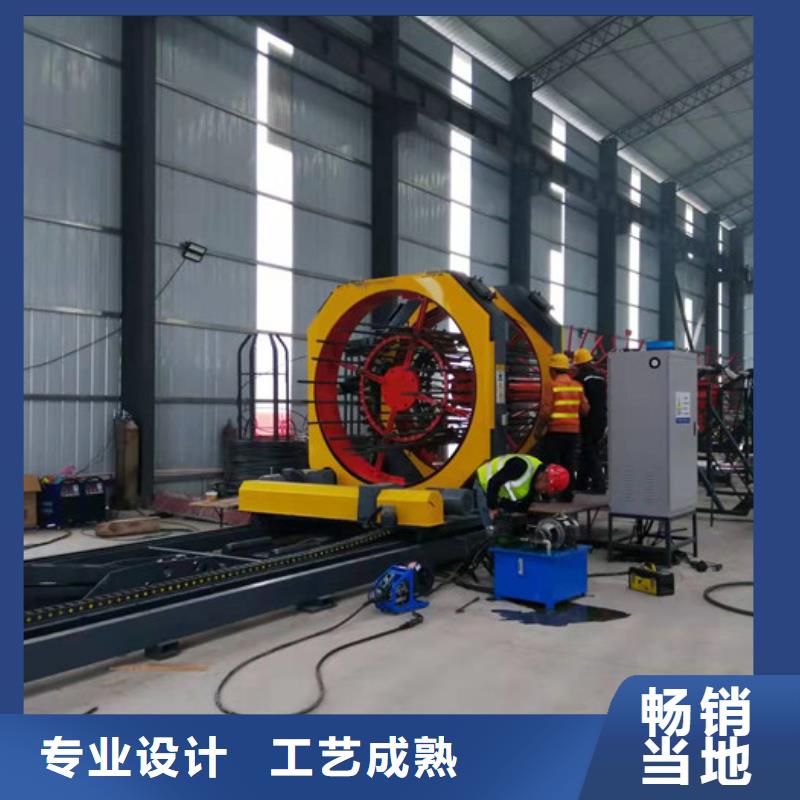
--哪家便宜") 主要設(shè)備、材料、構(gòu)件的型號、規(guī)格和質(zhì)量要求:?(1)主要設(shè)備:電焊機(jī)、鋼筋切斷機(jī)、彎曲機(jī)、數(shù)控滾籠機(jī)、鋼筋彎弧機(jī)、閃光對焊機(jī)、數(shù)控彎箍機(jī)。?(2)主要材料:樁身鋼筋均為HPB300型鋼筋,主筋及加強(qiáng)筋φ20、φ16;箍筋φ10圓鋼;(具體使用部位見鋼筋大樣尺寸圖)?(3)質(zhì)量要求:鋼筋平直、無損傷,表面無裂紋、油污、顆粒狀或片狀老銹;鋼筋每批進(jìn)行原材試驗(yàn),試驗(yàn)合格方可使用。?(4)焊條必須選用J502,并附帶產(chǎn)品合格證等證明文件。?3、技術(shù)要求和質(zhì)量標(biāo)準(zhǔn):?(1)鋼筋表面要清潔,油漬、漆污和錘擊時(shí)能剝落的浮皮、鐵銹等要干凈,焊點(diǎn)處的水銹要在焊接前干凈。?(2)加工后的鋼筋,表面不得有削弱鋼筋截面的傷痕。?(3)利用冷拉的方法矯直鋼筋時(shí),鋼筋的矯直伸長率不得大于2%。?(4)鋼筋要在常溫下進(jìn)行加工,鋼筋末端彎鉤要一次彎成。?(5)鋼筋材料加工應(yīng)符合下表的規(guī)定。鋼筋籠滾籠機(jī),鋼筋籠繞筋機(jī)
主要設(shè)備、材料、構(gòu)件的型號、規(guī)格和質(zhì)量要求:?(1)主要設(shè)備:電焊機(jī)、鋼筋切斷機(jī)、彎曲機(jī)、數(shù)控滾籠機(jī)、鋼筋彎弧機(jī)、閃光對焊機(jī)、數(shù)控彎箍機(jī)。?(2)主要材料:樁身鋼筋均為HPB300型鋼筋,主筋及加強(qiáng)筋φ20、φ16;箍筋φ10圓鋼;(具體使用部位見鋼筋大樣尺寸圖)?(3)質(zhì)量要求:鋼筋平直、無損傷,表面無裂紋、油污、顆粒狀或片狀老銹;鋼筋每批進(jìn)行原材試驗(yàn),試驗(yàn)合格方可使用。?(4)焊條必須選用J502,并附帶產(chǎn)品合格證等證明文件。?3、技術(shù)要求和質(zhì)量標(biāo)準(zhǔn):?(1)鋼筋表面要清潔,油漬、漆污和錘擊時(shí)能剝落的浮皮、鐵銹等要干凈,焊點(diǎn)處的水銹要在焊接前干凈。?(2)加工后的鋼筋,表面不得有削弱鋼筋截面的傷痕。?(3)利用冷拉的方法矯直鋼筋時(shí),鋼筋的矯直伸長率不得大于2%。?(4)鋼筋要在常溫下進(jìn)行加工,鋼筋末端彎鉤要一次彎成。?(5)鋼筋材料加工應(yīng)符合下表的規(guī)定。鋼筋籠滾籠機(jī),鋼筋籠繞筋機(jī)
