




我們的現(xiàn)場實拍視頻將帶您走進型材拉彎_T型鋼庫存齊全廠家直供產品的世界,產品視頻細節(jié)之美一覽無余!
以下是:型材拉彎_T型鋼庫存齊全廠家直供的圖文介紹

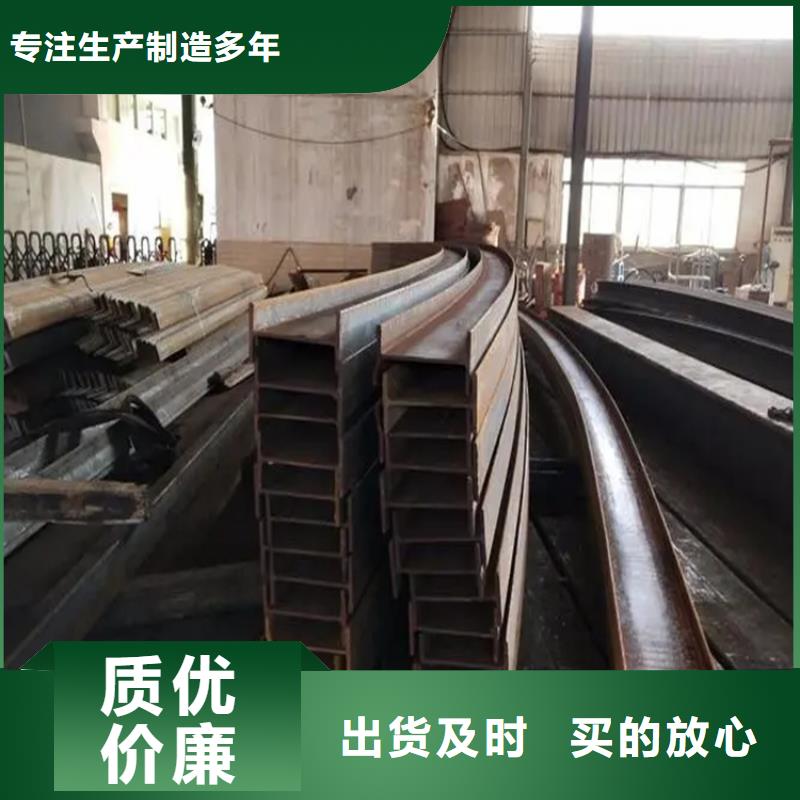
型材拉彎在彎管加工過程中會有多種辦法,在必定程度上,依據(jù)其曲折成形方式可分為滾彎、壓彎、推彎和繞彎,按曲折時是否運用模具可以分為模彎和無模彎;依據(jù)曲折過程中是否存在芯棒可分為有芯彎和無芯彎,依據(jù)是否加熱是否可以分為冷彎和熱彎。近年來,也出現(xiàn)了新的彎管工藝,如零半徑曲折、中頻感應曲折、熱應力曲折和激光成形曲折等。彎管加工主要是選用三輥輪對管材進行曲折加工的辦法,對彎管半徑有必定的要求,在操作中非常適用于大曲率半徑的厚壁管件,而對于小半徑曲折則無能為力。軋制曲折辦法和作業(yè)原理與中厚板軋制基本相同,但用于彎管的軋輥具有與管坯橫截面形狀共同的作業(yè)表面。曲折時,只有改變主輥與從輥之間的空隙,才能完成各種曲率半徑的曲折。其中,滾輪是主動輪,其余兩個是從動輪。這種辦法特別適用于曲折環(huán)或螺旋管件。彎管需求依照有關標準和規(guī)定加工,不管彎管的高度怎么,都不答應不穩(wěn)定。加工彎管的材料需求合格、變形、開裂以及曲折管架、連接器和緊固件的其他缺陷,嚴禁運用彎管的緊固件,不得焊接連接件。


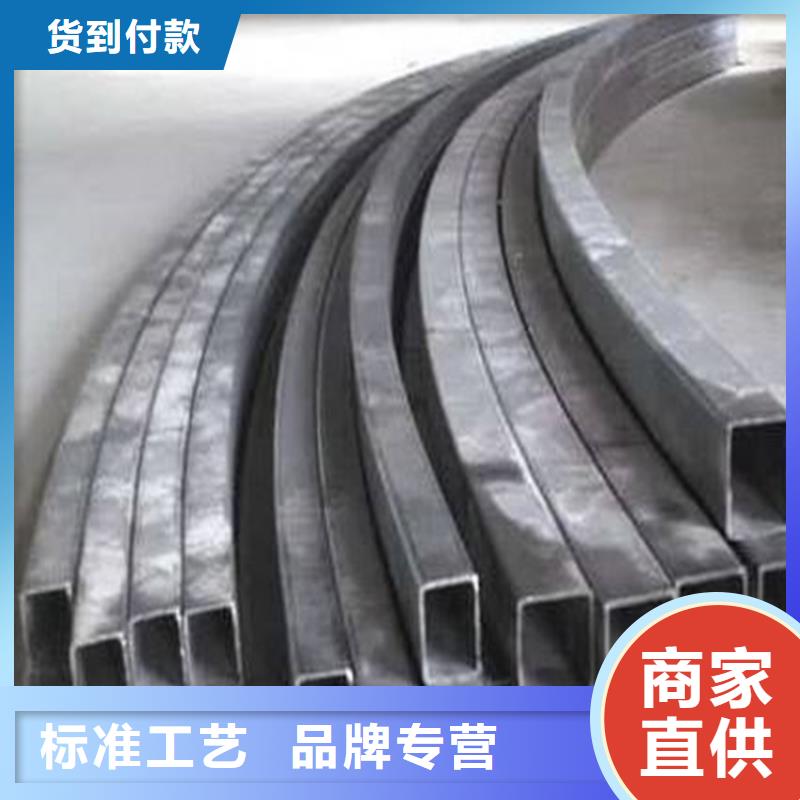
大家對型材拉彎工藝了解多少呢但鋁型材拉彎與板才成形較大的不相同取決于,板才一般 能夠覺得是各向異性的,而揉捏成型鋁型材的各式各樣特點則更加明顯。拉彎構件承擔樞軸抗拉力和彎距彼此成效下的構件變成拉彎構件。它包括軸力受拉構件和有橫著載荷成效的支撐桿構件。鋼架結構中拉彎構件運用偏少針對拉彎構件,假設彎距并不大而要害承擔樞軸抗拉力成效時,它的橫截面方式和一般樞軸支撐桿相同。彎在抗拉力和彎距的彼此成效下,橫截面出現(xiàn)塑性鉸即視作承受力的極限。但對格構式構件或冷拔厚壁槽鋼構件,橫截面邊沿出現(xiàn)塑性變形就現(xiàn)已大部分做到抗壓強度的極限。一般情況下。拉彎構件缺失整體可靠性和部分可靠性的概率并不大。是從事型材拉彎設備設計、制造、銷售;拉彎工藝研討和型材煨彎加工;拉彎產品出產的 化企業(yè);建筑金屬結構協(xié)會成員。公司正以生氣勃勃的局勢迅速發(fā)展。



宏鉅天成鋼管有限公司是一家 廣東中山冷拔方鋼生產廠家、經營 廣東中山冷拔方鋼業(yè)務多年,為各行各業(yè)用戶提供專心的、優(yōu)良的 廣東中山冷拔方鋼銷售服務;為我們公司的客戶量身定做 廣東中山冷拔方鋼采購的“零庫存”采購解決方案;確保客戶能夠在較短時間內簡單、輕松地購買到所需的 廣東中山冷拔方鋼。精良的設備及工程技術團隊能保證 廣東中山冷拔方鋼產品質量。
宏鉅天成鋼管有限公司以嚴謹周密的售前、售中、售后服務體系為廣大用戶保駕護航。


型材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產品分量,噸;G為投入質料分量,噸。成材率與金屬耗費系數(shù)K成倒數(shù)的聯(lián)系。b=(G-W)/G×100=1/K. 式中W為出產過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產過程中產生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質料和軋制的產品不同,如有的軋鋼車間以鋼錠為質料通過中心開坯,軋制成材;有的車間以鋼錠為質料直接軋制成材;有的車間以鋼坯為質料軋制成材;還有少量車間則是以鋼材為質料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產過程中金屬收得情況,難以反映車間之間在出產技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據(jù)具體情況計算。



