您的位置>首頁 >中山當地今日推薦News >
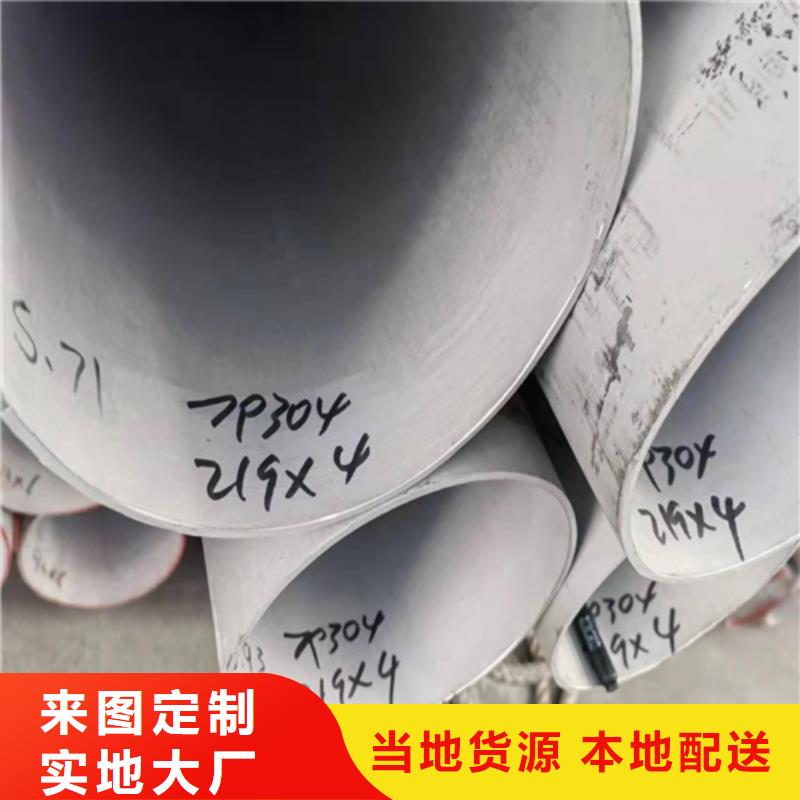
南區街道304不銹鋼無縫管正規廠家
更新時間: 2025-01-30 20:33:15 瀏覽次數:4
以下是:南區街道304不銹鋼無縫管正規廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 17800/噸 |
|---|
| 發貨期限 | 當天發貨 |
|---|
| 供貨總量 | 3000噸 |
|---|
| 運費說明 | 送貨上門 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 合格 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 304 |
|---|
| 產品品牌 | 青山 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 天津 |
|---|
| 產品產地 | 青山 |
|---|
| 加工定制 | 可加工定制 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 熱軋酸洗面 |
|---|
| 是否進口 | 否 |
|---|
| 運輸 | 送貨上門 |
|---|
| 加工 | 可零切 可激光打孔 |
|---|
以下是:南區街道304不銹鋼無縫管正規廠家的圖文視頻
導讀 今年在廣東省中山市購買南區街道304不銹鋼無縫管正規廠家有了新選擇,安達億邦金屬材料有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的南區街道304不銹鋼無縫管正規廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:李嬌嬌-13821978698,QQ:524748049,地址:天津發貨到廣東省 中山市 。 廣東省,中山市 古代香山是孤懸于珠江口外伶仃洋上的島嶼,境域為現今的五桂山和鳳凰山(今為珠海市)及周圍的山地和丘陵地,即石岐至澳門一帶的陸地。前身為1152年設立的廣州府香山縣,1925年,為紀念孫中山而改名為中山縣。1988年1月,升格為地級市。中山市是孫中山先生的故鄉;是珠三角中心城市之一、粵港澳大灣區重要節點城市、廣東地區性中心城市之一、珠江口西岸都市圈城市之一、Ⅱ型大城市。中山是歷史文化名城,發祥于中山的香山文化是中國近代文化的重要源頭;中山亦是廣府文化的代表城市之一、廣府菜的發祥地之一;享有廣東省曲藝之鄉(粵劇)、華僑之鄉的美譽。有旅居世界五大洲87個和地區的海外僑胞、港澳臺同胞80多萬人。
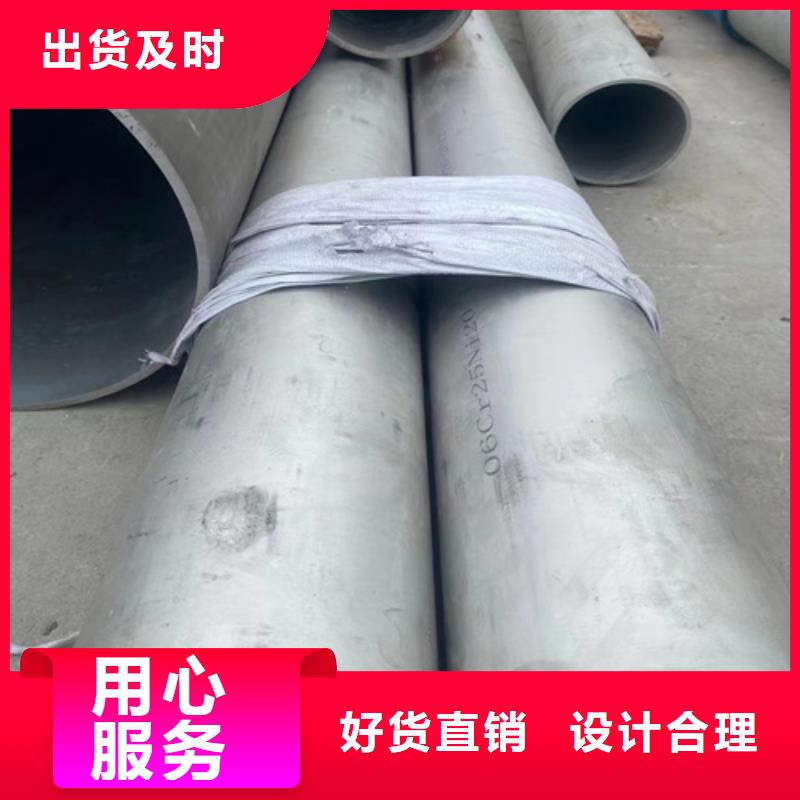
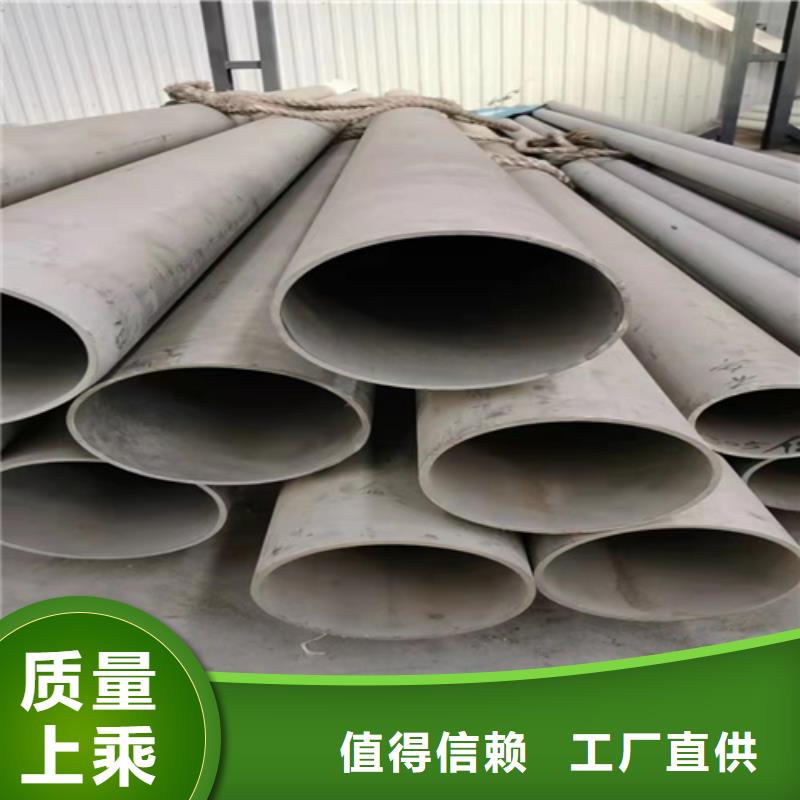
不銹鋼管一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。不銹鋼管穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。中山鋼管內徑由定徑機鉆頭的外徑長度來確定。中山鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。不銹鋼管質檢后,用油漆噴上編號、規格、生產批號等。
廣東中山市南區街道304不銹鋼無縫管正規廠家
不銹鋼管焊接方式:
不銹鋼管中山組合焊接方法有:氬弧焊加等離子焊、高頻焊加等離子焊、高頻預熱加三焊炬氬弧焊、高頻預熱加等離子加氬弧焊。組合焊接提高焊速十分顯著。對于采用高頻預熱的組合焊接鋼管焊縫質量與常規的氬弧焊、等離子焊相當,焊接操作簡單,整個焊接系統易實現自動化,這種組合易于與現有的高頻焊接設備銜接,投資成本低,效益好。
不銹鋼鋼管的淬煉工藝介紹
中山不銹鋼鋼管是如何進行淬煉的?不銹鋼管廠家中不銹鋼無縫管在加工也是需要經過火煉這個過程,這樣對于不銹鋼無縫管的強度還有硬度都是一個很大的,所以火煉這個步驟也是少不了的,我們也是要盡量保證不銹鋼無縫管的質量,不過很多人對于火煉的過程也是不了解,
<中山>安達億邦金屬材料

總結 聯系人:李嬌嬌,電話:13821978698,安達億邦金屬材料有限公司在廣東省中山市本地專業從事南區街道304不銹鋼無縫管正規廠家,廣東省中山市各個縣市以及周邊城市均可提供送貨上門服務!