

廣東中山20號(hào)珩磨管加工原理 <中山>九冶管業(yè)有限公司
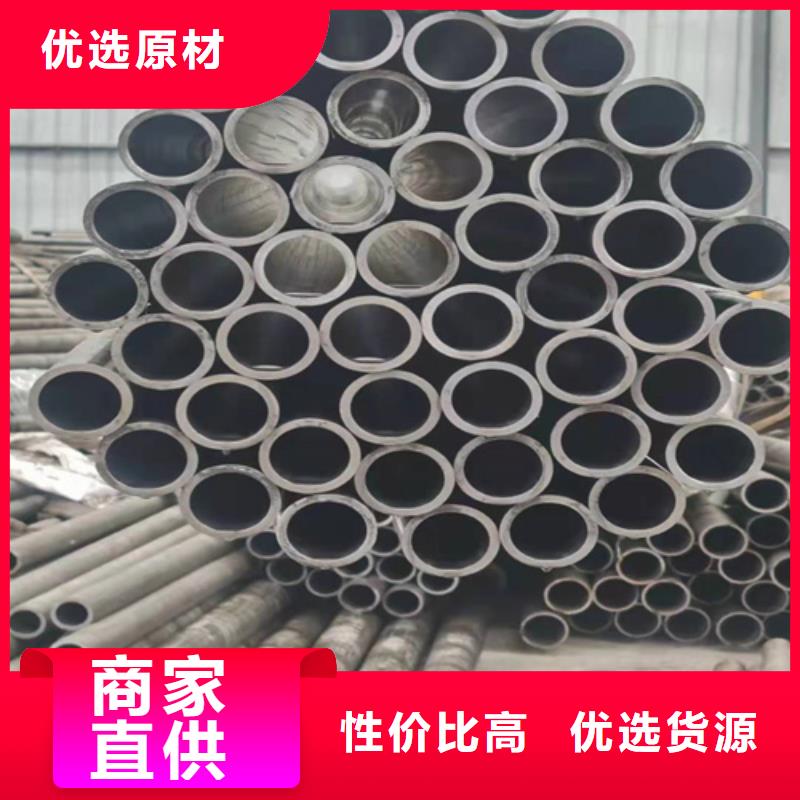
珩磨管1主營(yíng)材質(zhì):20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。廣泛應(yīng)用:工程機(jī)械、冶金機(jī)械、塑料機(jī)械、啟閉機(jī)械、礦山機(jī)械、道路施工機(jī)械、紡織機(jī)械等多個(gè)行業(yè)。加工形式:1.冷軋2.冷拔3.珩磨4.滾玉現(xiàn)在,隨著工業(yè)化的推進(jìn),越來(lái)越廣泛的珩磨油缸管,珩磨油缸管和成本要求的應(yīng)用也越來(lái)越高,所以是珩磨油缸管正在進(jìn)行的結(jié)構(gòu)改革和創(chuàng)新,在這個(gè)市場(chǎng)上,要進(jìn)行供給結(jié)構(gòu)改革的珩磨油缸管生產(chǎn)方,并與市場(chǎng)大規(guī)模發(fā)展,珩磨油缸管已經(jīng)證明,改革,創(chuàng)新,加大投資市場(chǎng)是正確的。那么該怎么辦呢?
珩磨管加工原理")
珩磨管加工原理")
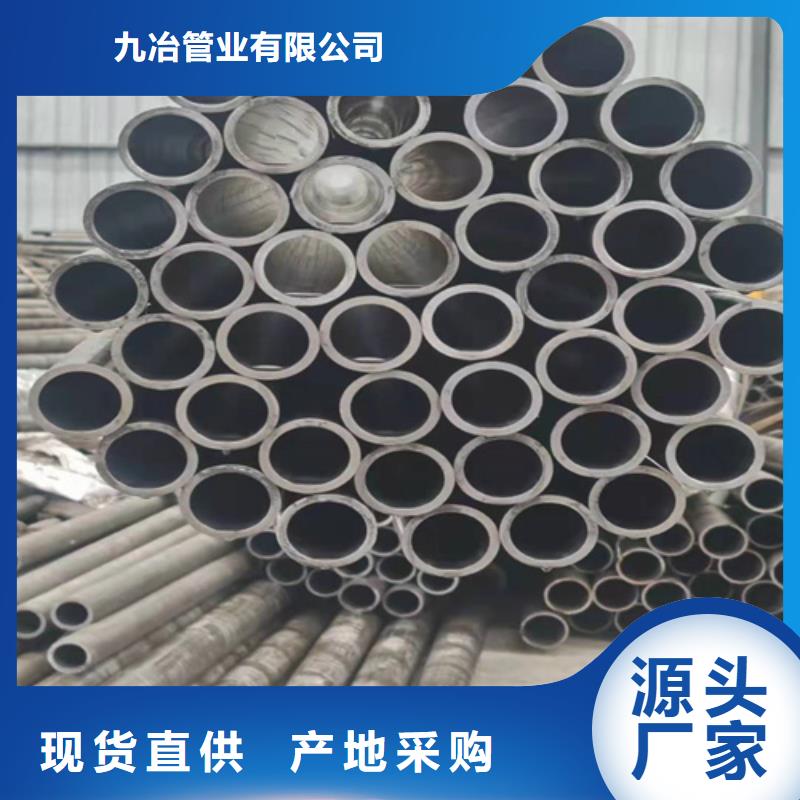
厚壁絎磨管加工內(nèi)孔一般采用鏜削、珩磨管鉸孔厚壁油缸管是液壓缸的主體,其內(nèi)孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動(dòng),從而保證密封效果,減少磨損;絎磨鋼管要承受很大的液壓力,因此,應(yīng)有足夠的強(qiáng)度和剛度。絎磨與內(nèi)圓磨不同加工是用一珩磨頭伸進(jìn)孔內(nèi)然后由機(jī)器帶動(dòng)旋轉(zhuǎn)往復(fù)并漲出磨條進(jìn)行切削加工.機(jī)器是專用的珩磨機(jī).有立式和臥式之分.立式較適于大批量的較短件連續(xù)生產(chǎn)如氣缸套類.臥式的較適合較長(zhǎng)件的生產(chǎn).如果是加工鑄鐵類的生產(chǎn)效率轉(zhuǎn)內(nèi)圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點(diǎn)不過(guò)比起內(nèi)圓磨的方式還是要快很多.精度方面不是什么問(wèn)題比起內(nèi)圓磨有過(guò)之而無(wú)不及.
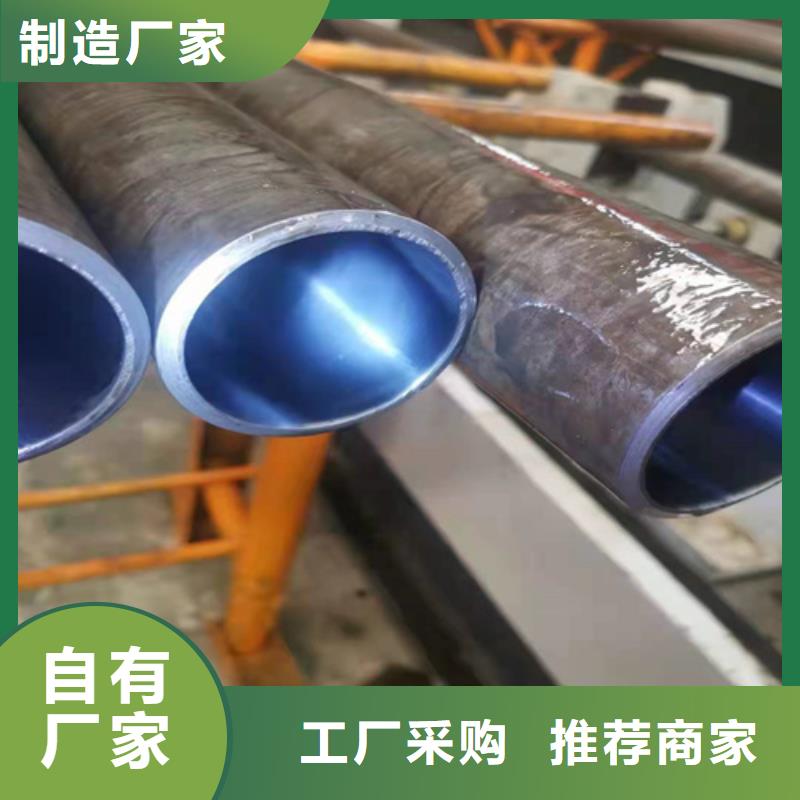
<中山>九冶管業(yè)有限公司 廣東中山20號(hào)珩磨管加工原理 <中山>九冶管業(yè)有限公司直徑50mm以上的一般應(yīng)采用機(jī)械加工方法切割。如用氣割,則要用機(jī)械加工方法車去因氣割形成的組織變化部分,同時(shí)可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面要平整,去掉珩磨管上的毛刺、氧化皮、熔渣等。其所用的焊條、焊劑應(yīng)與所焊管材相匹配,其牌號(hào)要有明確的依據(jù)資料,有產(chǎn)品合格證,且在使用期內(nèi)。焊條、焊劑在使用前應(yīng)按其產(chǎn)品說(shuō)明書規(guī)定烘干,并在使用過(guò)程中保持干燥,在當(dāng)天用。焊條藥皮應(yīng)無(wú)脫落和裂紋。珩磨加工后表面好,利于潤(rùn)滑油的存儲(chǔ)及油膜的保持,有較高的表面支承率,因而能承受較大載荷,從而增加了產(chǎn)品的使用壽命;加工范圍較廣,主要加工各圓柱形孔,用珩磨頭,還可加工圓錐孔、橢圓孔等。
