15806808820



您可能對(duì)鄭州本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-27 18:14:42 瀏覽次數(shù):4 公司名稱:聊城 大金鋼管制造有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4.5/米 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運(yùn)費(fèi)說明 | 電聯(lián) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 大金鋼管 |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 可售賣地 | 全國 |
| 適用領(lǐng)域 | 金屬制品,機(jī)械制造 |



格全可滿足不同需求")
格全可滿足不同需求")
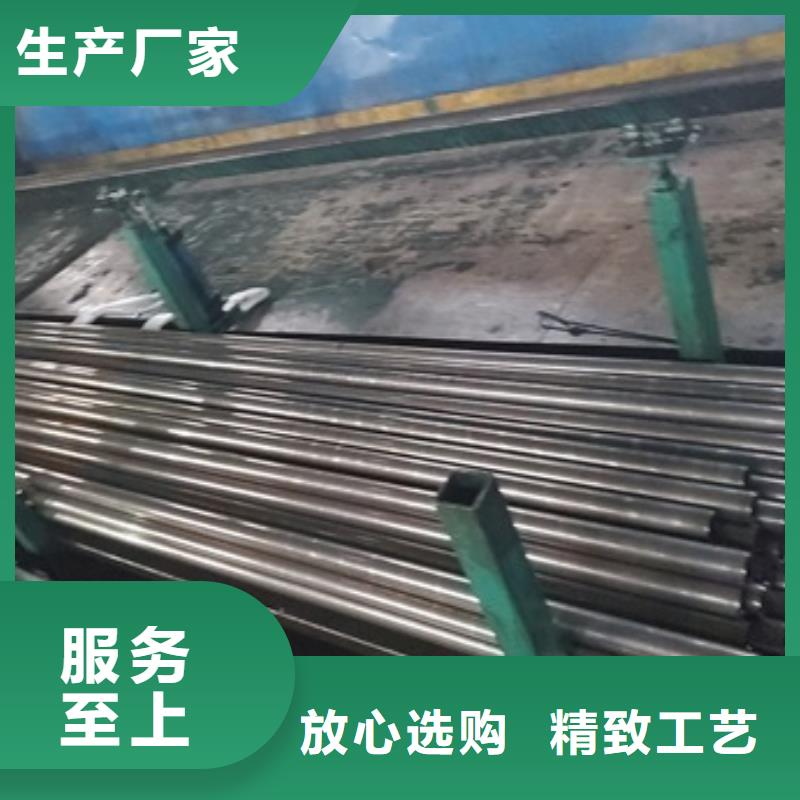
鄭州精密管生產(chǎn)中幾個(gè)關(guān)鍵技術(shù)問題 1.對(duì)原材料材質(zhì)的質(zhì)量要求:鄭州精密鋼管的原材料,除必須達(dá)到 普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學(xué)成分:冶煉時(shí),重點(diǎn)是 提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應(yīng)后步冷變 形加工,硫含量 不要超過0.02%,因此要嚴(yán)格控制鋼的化學(xué)成分,同時(shí)為保證產(chǎn)品具有良好的 力學(xué)性能,冷彎,焊接等工藝性能,還需適當(dāng)增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼 帶軋制時(shí),應(yīng)采用AGC和板形控制系統(tǒng),提高鋼帶厚度精度和版型精度。同時(shí)還要采用控制冷卻方 法,提高鋼帶的強(qiáng)韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無壓痕和毛刺,以提高焊接 質(zhì)量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結(jié)晶水,在焊接過程中,高溫會(huì)使其中的氧 氫折出,如不能排出,存在于焊縫之中,易產(chǎn)生氣孔微裂紋,改變組織結(jié)構(gòu),降低材料塑形,降低 延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機(jī)組成型及定徑部分 孔型設(shè)計(jì)和調(diào)整方法均會(huì)直接影響焊接質(zhì)量的優(yōu)劣。傳統(tǒng)的成型工藝為輥式成型工藝,有單半徑、 雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成 形質(zhì)量。各種成型工藝技術(shù),有不同優(yōu)缺點(diǎn),適合不同的條件,根據(jù)產(chǎn)品的大綱、產(chǎn)品用途應(yīng)在設(shè) 備選型時(shí)慎重考慮、以選擇不同的成型工藝技術(shù)。為了減少彈性變形,對(duì)于精密焊管機(jī)組加工變形 道次都比普通焊管道次響應(yīng)增加2、3道次。
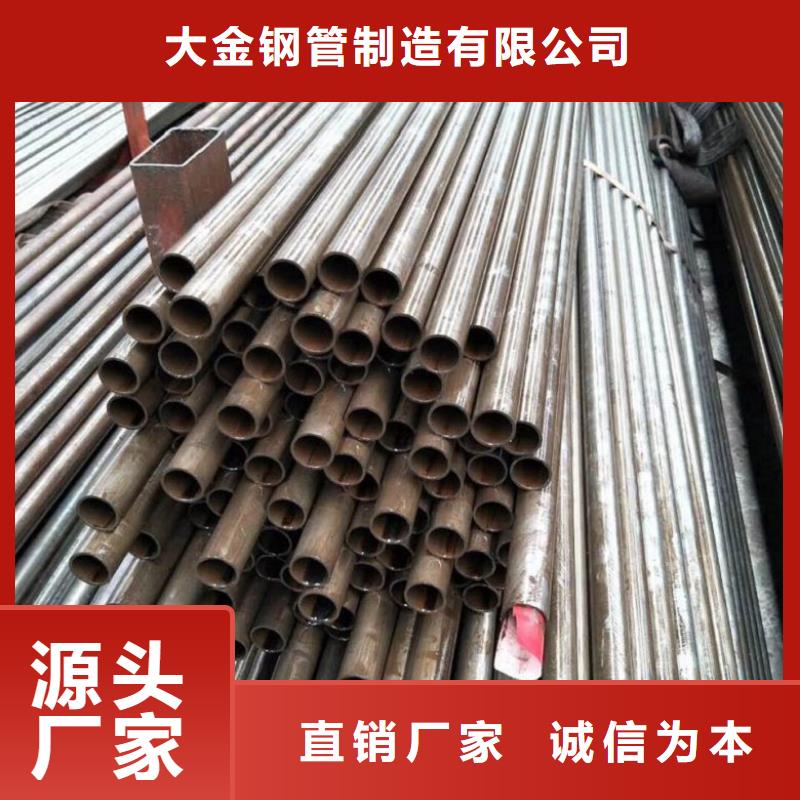
<鄭州>大金鋼管制造有限公司 鄭州薄壁精密管規(guī)格全可滿足不同需求精密無縫管具備空心橫截面,很多作為運(yùn)輸液體的管路,如運(yùn)輸原油、燃?xì)狻⒁夯瘹狻⑺耙恍? 固態(tài)原材料的管路等。無縫鋼管與園鋼等實(shí)芯不銹鋼板材對(duì)比,在抗彎強(qiáng)度抗扭抗壓強(qiáng)度同樣時(shí), 凈重比較輕,是一種經(jīng)濟(jì)發(fā)展橫截面不銹鋼板材。那么精密無縫管的加工方式有哪些呢?下邊我給 大伙兒詳細(xì)介紹下。 1、熱扎法 鄭州精密管一般在全自動(dòng)軋管機(jī)組下加工制造。實(shí)芯管料經(jīng)查驗(yàn)并防止表層缺點(diǎn),裁成所需長 短,在管料破孔端端表面放心,隨后送到熱處理爐加溫,在切割機(jī)上破孔。在破孔與此同時(shí)持續(xù)轉(zhuǎn) 動(dòng)和前行,在熱軋帶鋼和頂邊的功效下,管料內(nèi)部慢慢產(chǎn)生內(nèi)腔,稱毛管。再送至全自動(dòng)軋管機(jī)上 再次冷軋。經(jīng)均整個(gè)機(jī)械均整壁厚,經(jīng)定徑機(jī)定徑,做到規(guī)格型號(hào)規(guī)定。運(yùn)用回轉(zhuǎn)式軋管機(jī)組加工 制造熱扎精密無縫管是較的方式。 2、冷軋、冷拉或是二者協(xié)同 若欲得到規(guī)格更小和品質(zhì)更強(qiáng)的無縫鋼管,應(yīng)選用冷軋、冷拉或是二者協(xié)同的方式。冷軋一般 在二輥式擠壓機(jī)上開展,無縫鋼管在變橫斷面圓洞槽和沒動(dòng)的錐型頂邊所構(gòu)成的環(huán)狀板孔中冷軋。 冷拉一般 在0。5~100T的多肽鏈?zhǔn)交螂p鏈條式冷拔機(jī)上開展。 3、擠壓成型法 將要加溫好的管料放到密閉式的擠壓成型圓桶內(nèi),破孔棒與擠壓成型桿一起健身運(yùn)動(dòng),使擠壓 成型件從較小的模孔中擠壓。此方法可加工制造直徑較小的無縫鋼管。
<鄭州>大金鋼管制造有限公司格全可滿足不同需求")
鄭州精密管生產(chǎn)廠家國外將此工藝改進(jìn)后將原料改為,使成型與焊接分開,經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國內(nèi)尚無此種工藝,是我國廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國、日本和德國總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國內(nèi)主干線多數(shù)還是使用SSAW。
格全可滿足不同需求")