

通圓鋼管制造有限公司
通圓鋼管制造有限公司,廠家占用面積12000/㎡工廠房,擁有各類員工達(dá)100余人,設(shè)備高達(dá)30于套,經(jīng)濟(jì)實(shí)力雄厚,實(shí)現(xiàn)了生產(chǎn)【云南昭通35crmo精密鋼管35crmo精密鋼管】的現(xiàn)代化。廠家采用世界的先進(jìn)技術(shù),擁有各種先進(jìn)的【云南昭通35crmo精密鋼管35crmo精密鋼管】制造加工設(shè)備。
齊全")
齊全")
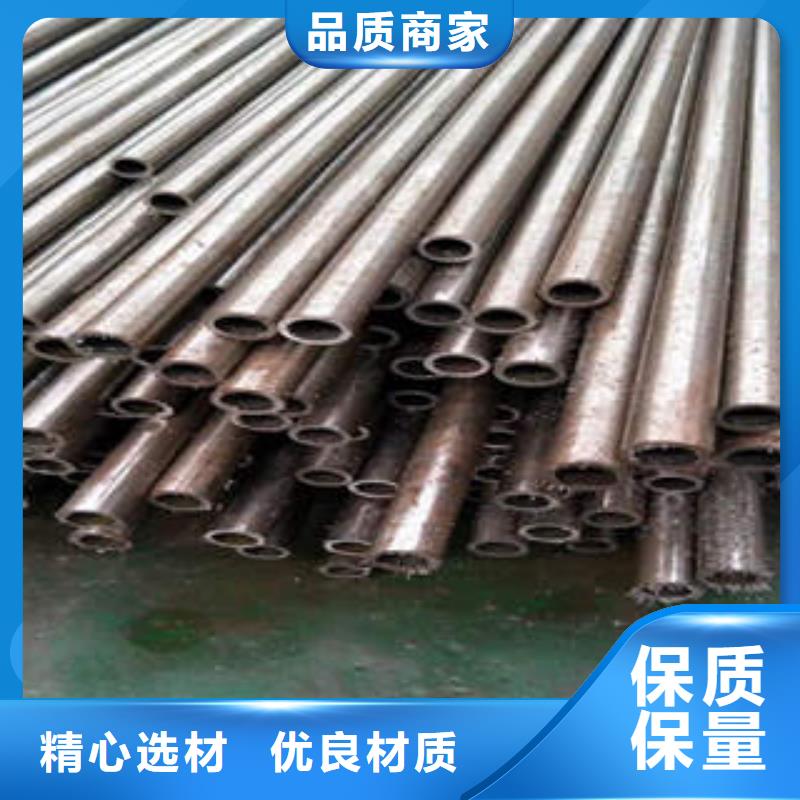
近幾年,鋼管市場(chǎng)出現(xiàn)了,一種新的鋼管,這就是精密鋼管。許多會(huì)使用到鋼管的行業(yè),都開始選擇精密鋼管了。因?yàn)檫@種鋼管有著,非常卓越的使用性能。這讓所有的行業(yè),在使用的過(guò)程中,都不會(huì)遇到很多麻煩的問(wèn)題。其次還因?yàn)榫茕摴埽梢赃m應(yīng)各種后續(xù)的加工。一般的鋼管,由于自身并不是那么的穩(wěn)定,在加工的過(guò)程中,很有可能會(huì)出現(xiàn)裂縫,或者是不規(guī)則變形的情況。一旦管道出現(xiàn)了,這樣的一些問(wèn)題,這會(huì)帶來(lái)很多后續(xù)的問(wèn)題。如果發(fā)生變形的部位,只是很小一部分,那么直接將這個(gè)部分,進(jìn)行切除就行了。可要是發(fā)生變形的部位,已經(jīng)是非常大了。
齊全")
齊全")
齊全")
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實(shí)現(xiàn)大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經(jīng)過(guò)粗軋和精軋,終厚度為1~20mm。同時(shí),由于鋼板的寬厚比小,尺寸精度要求相對(duì)低,不容易出現(xiàn)板形問(wèn)題,以控制凸度為主。對(duì)于組織有要求的,一般通過(guò)控軋控冷來(lái)實(shí)現(xiàn),即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫(kù)。
齊全")
齊全")
齊全")
一、預(yù)熱
預(yù)熱有利于減低中碳鋼熱影響區(qū)的 硬度,防止產(chǎn)生冷裂紋,這是焊接中碳鋼的主要工藝措施,預(yù)熱還能改善接頭塑性,減小焊后殘余應(yīng)力。通常,35和45鋼的預(yù)熱溫度為150~250℃含碳量再高或者因厚度和剛度很大,裂紋傾向大時(shí),可將預(yù)熱溫度提高至250~400℃。若焊件太大,整體預(yù)熱有困難時(shí),可進(jìn)行局部預(yù)熱,局部預(yù)熱的加熱范圍為焊口兩側(cè)各150~200mm。二、焊條條件許可時(shí)優(yōu)先選用堿性焊條。三、坡口形式將焊件盡量開成U形坡口式進(jìn)行焊接。如果是鑄件缺陷,鏟挖出的坡口外形應(yīng)圓滑,其目的是減少母材熔入焊縫金屬中的比例,以降低焊縫中的含碳量,防止裂紋產(chǎn)生。四、焊接工藝參數(shù)由于母材熔化到 層焊縫金屬中的比例 達(dá)30%左右,所以 層焊縫焊接時(shí),應(yīng)盡量采用小電流、慢焊接速度,以減小母材的熔深。五、焊后熱處理焊后 對(duì)焊件立即進(jìn)行應(yīng)力熱處理,特別是對(duì)于大厚度焊件、高剛性結(jié)構(gòu)件以及嚴(yán)厲條件下(動(dòng)載荷或沖擊載荷)工作的焊件更應(yīng)如此。應(yīng)力的回火溫度為600~650℃。 若焊后不能進(jìn)行應(yīng)力熱處理,應(yīng)立即進(jìn)行后熱處理。中國(guó)無(wú)縫鋼管交易網(wǎng)小編訊:鑄鐵管是由生鐵制成。按其制造方法不同可分為:砂型離心承插直管、連續(xù)鑄鐵直管及砂型鐵管。按其所用的材質(zhì)不同可分為:灰口鐵管、球墨鑄鐵管及高硅鐵管。鑄鐵管多用于給水、排水和煤氣等管道工程。
齊全")
