



以下是我們上傳的鋼筋籠繞筋機五機頭鋼筋彎箍機現貨供應實拍視頻,您可以點擊觀看。
以下是:鋼筋籠繞筋機五機頭鋼筋彎箍機現貨供應的圖文介紹


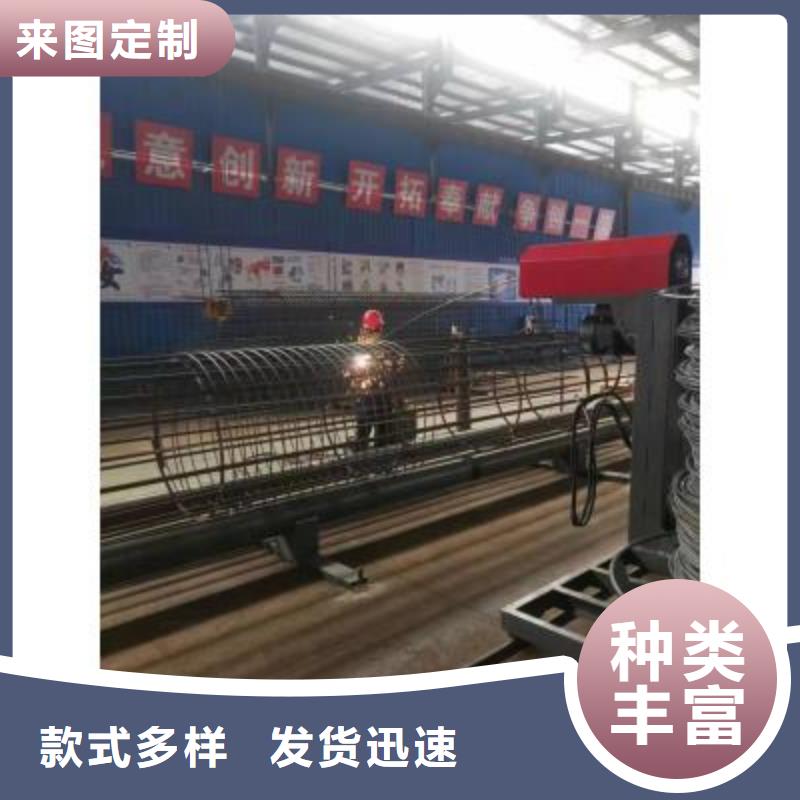
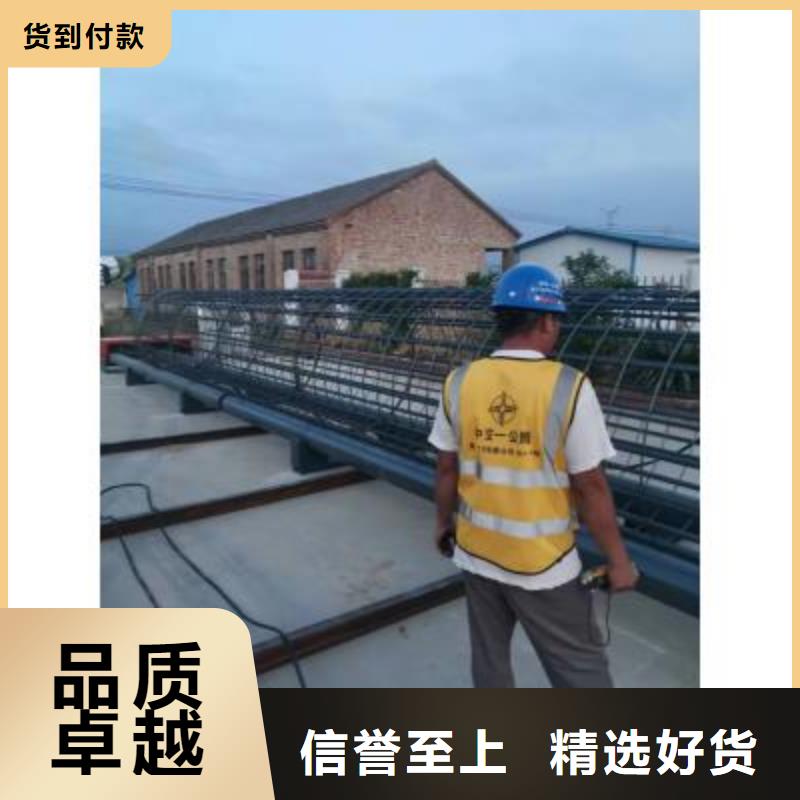
箍筋纏繞及焊接鋼筋安裝利用箍筋盤,通過調直機構,把箍筋端部與主筋連接,移動盤轉動前移,通過控制臺設定好的轉速與移動速度,進行箍筋纏繞及間距控制。箍筋與主筋交叉點采用CO2保護焊焊接。該部位為設備的選配結構,可選擇自動電話手,也可直接人工焊接。6、相鄰鋼筋籠對接以、二節鋼筋籠連接為例,當節鋼筋籠加工完成后,在末端剩余1m時,通過固定盤分料器,人工連接第二節主筋,完成后開動移動盤繼續向前移動,同時繼續纏繞箍筋,停止焊接,將第二節鋼筋籠拖出固定盤模板1m后,云南昭通鋼筋籠繞筋機停止移動盤,鎖緊固定盤模板定位螺栓,人工標識主筋連接順序,拆開兩節鋼筋籠之間的連接,卸除節鋼筋籠,將移動盤回移到位后,重復以上工序,完成第二、三節鋼筋籠加工。7、加勁箍圈的制作與安裝加勁箍圈采用自動彎箍機進行加工。加勁箍圈安裝分為兩步,步分是在鋼筋籠完成自動滾焊后卸除鋼筋籠前,為保證整體剛度,在鋼筋籠兩端及中間各焊接一加勁箍圈;第二步是完成卸籠后,在半成品存放區進行剩余部分加勁箍圈的安裝及焊接及聲測管的安裝。



鋼筋籠繞筋機鋼筋籠滾焊機結構
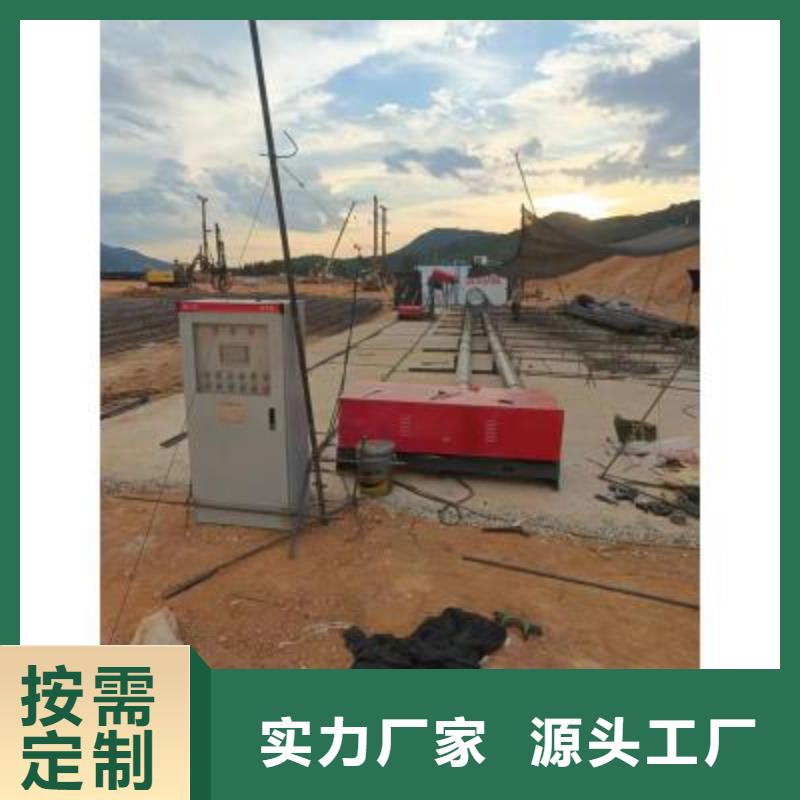
鋼筋籠滾焊機分為:底座、固定車、移動車、分料架、上料架、電動支撐、電控系統、導料架。
鋼筋籠滾焊機操作方法
1.上料:人工或用行車將主筋放在支架上,然后啟動自動上料裝置,將主筋放入分料架內,用行車將盤筋放在放料架上;
2.穿主筋固定主筋:將主筋通過固定旋轉盤上的模板孔,再穿入移動旋轉盤上的模板孔,并通過移動模板上的夾具將主筋按要求固定;
3. 固定箍筋:將箍筋穿過校直裝置,然后焊接在主筋上;
4.開始焊接成型:鋼筋籠焊接成型,主筋隨著旋轉盤旋轉,同時,移動旋轉盤夾緊并拖著往前移動;這時,繞筋也自動纏繞在主筋上;繞筋間距通過預先設定好的旋轉和前移的速度比值實現;


2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。
3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,半自動鋼筋籠滾焊機可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。
5、半自動鋼筋籠滾焊機焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。鋼筋籠繞筋機



建貿機械設備有限公司是一家專注設計、生產 云南昭通鋼筋彎曲中心等產品的大型企業。公司位于長葛市,地理位置優越,交通便利,運輸發達。公司奉行銷售產品,滿足客戶的需求,一切以顧客為中心,牢牢把握市場。我們作為一家專注于 云南昭通鋼筋彎曲中心的公司,我公司經驗豐富,管理科學規范化,售后服務完善,致力于為客戶提供創新技術,質量過硬的產品,以人無我有,人有我優”的原則為推動環保事業的發展不斷做出新的貢膩,與時俱進,再創新高。

