多重優(yōu)惠")
多重優(yōu)惠")
多重優(yōu)惠")


多重優(yōu)惠")
河南昂納機(jī)械有限公司是國內(nèi)專業(yè)制造數(shù)控鋼筋籠成型設(shè)備及數(shù)控鋼筋加工設(shè)備的生產(chǎn)基地。河南昂納成立多年來一直立足于各種鋼筋加工設(shè)備的研究和生產(chǎn),現(xiàn)已成為鋼筋設(shè)備的專業(yè)生產(chǎn)廠家。以精良的工藝裝備,先進(jìn)的工藝 技術(shù),嚴(yán)格的管理體系,熱情的售后服務(wù)贏得了用戶,產(chǎn)品暢銷全國各地,并獲得多項殊榮。
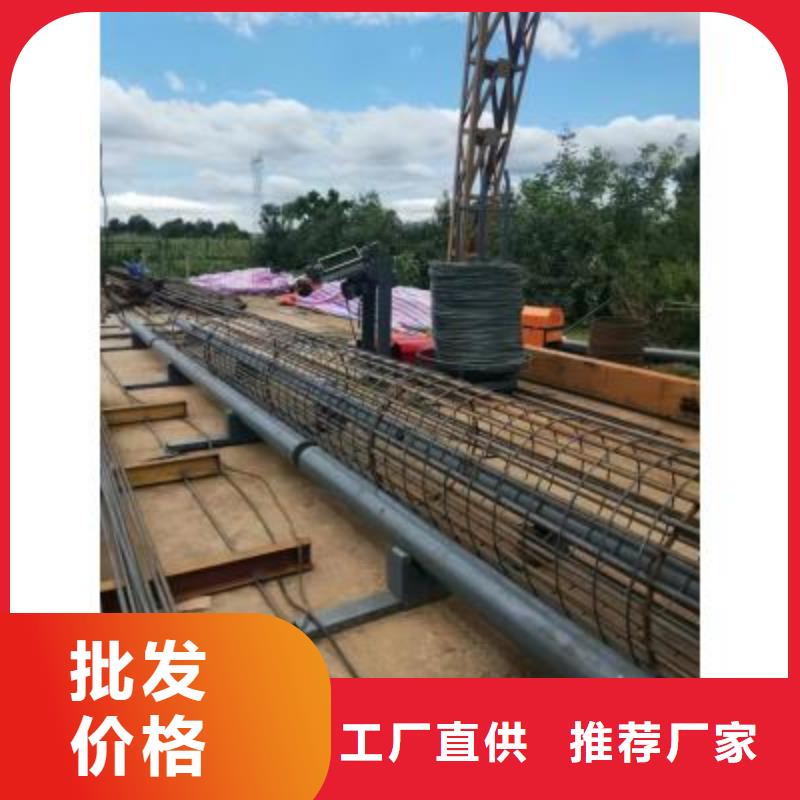
鋼筋籠繞筋機(jī)設(shè)備描述
鋼筋籠主筋通過自動上料到分料架,分料架的主筋需人工穿過固定盤導(dǎo)管到達(dá)盤導(dǎo)管,并經(jīng)過電動工具將主筋固定在盤導(dǎo)管上;盤筋(繞筋)經(jīng)過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及盤同步且盤按照預(yù)先設(shè)定的速度(行走速度可根據(jù)操作工人的訓(xùn)練程度進(jìn)行)前進(jìn),同時進(jìn)行焊接,從而生產(chǎn)出成品鋼筋籠。
切割時要保證斷料的長度準(zhǔn)確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機(jī)械切割。
控制誤差應(yīng)根據(jù)圖紙和配料單所表示的規(guī)格、尺寸控制在規(guī)定范圍之內(nèi)。鋼筋籠繞筋機(jī)
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應(yīng)符合下列要求:
首先采用幫條焊時間隙應(yīng)為2.5mm;采用搭接焊應(yīng)保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應(yīng)離幫條或搭接端部20mm以上。
施焊時引弧應(yīng)在幫條或搭接鋼筋的一端開始,收弧應(yīng)在幫條或搭接鋼筋端頭上,弧坑應(yīng)填滿。多層施焊時, 層焊縫應(yīng)有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應(yīng)熔合良好。
多重優(yōu)惠")
鋼筋籠繞筋機(jī)滾焊機(jī)一般包括軌道架、滾焊裝置、提供綁扎鋼絲的供料架和牽引裝置,其中牽引裝置用于夾持和帶動鋼筋籠移動,在這個過程中滾焊裝置在多根鋼筋上纏繞并焊接繞絲。
但由于供料架架設(shè)于牽引裝置和滾焊裝置之間,在使用過程中,必須將牽引裝置上的夾頭部分穿過供料架,達(dá)到靠近滾焊裝置的附近;而牽引機(jī)構(gòu)的空間位置決定其掃動區(qū)域必然是完全包裹鋼筋籠的,也就是常規(guī)狀態(tài)下牽引機(jī)構(gòu)將鋼筋籠牽引拉出至十幾米的過程中無法得到支撐,而鋼筋籠在焊接的過程中必然會存在一定的熱量以導(dǎo)致鋼筋籠的強(qiáng)度略微下降;以上因素均將導(dǎo)致鋼筋籠在成型過程中會產(chǎn)生一定的彎曲,從而導(dǎo)致鋼筋籠的結(jié)構(gòu)強(qiáng)度有所變化,不利于后期的電線桿制作。
多重優(yōu)惠") 建貿(mào)機(jī)械設(shè)備有限公司
昭通鋼筋籠盤絲機(jī)多重優(yōu)惠
建貿(mào)機(jī)械設(shè)備有限公司
昭通鋼筋籠盤絲機(jī)多重優(yōu)惠
多重優(yōu)惠")
鋼筋籠繞筋機(jī)運行中工作原理 根據(jù)施工要求,鋼筋籠的主筋通過人工穿過固定旋轉(zhuǎn)盤相應(yīng)模板圓孔至移動旋轉(zhuǎn)盤的相應(yīng)孔中進(jìn)行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉(zhuǎn)盤及移動旋轉(zhuǎn)盤轉(zhuǎn)動把繞筋纏。 B. 人員 5-7人/班,工期緊時,可分兩班。C. 耗材 CO2氣體、焊絲、焊條等就近定點采購。D. 機(jī)具 除主設(shè)備滾焊機(jī)外, 還需準(zhǔn)備切斷機(jī)1臺、對焊機(jī)2臺以上、連接設(shè)備1臺以上。 籠同心度。 筋籠變形;是10mm以上繞筋較密時,人工更難保證質(zhì)量。
4. 鋼筋籠滾焊機(jī)由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節(jié)省了 吊裝時間。5. 鋼筋籠滾焊機(jī)機(jī)械化加工鋼筋籠在控制方面了保障,現(xiàn)已被公路建設(shè)行業(yè)協(xié)會作為<公路工程工法>進(jìn)行推廣,業(yè)主的普遍認(rèn)可和喜歡