
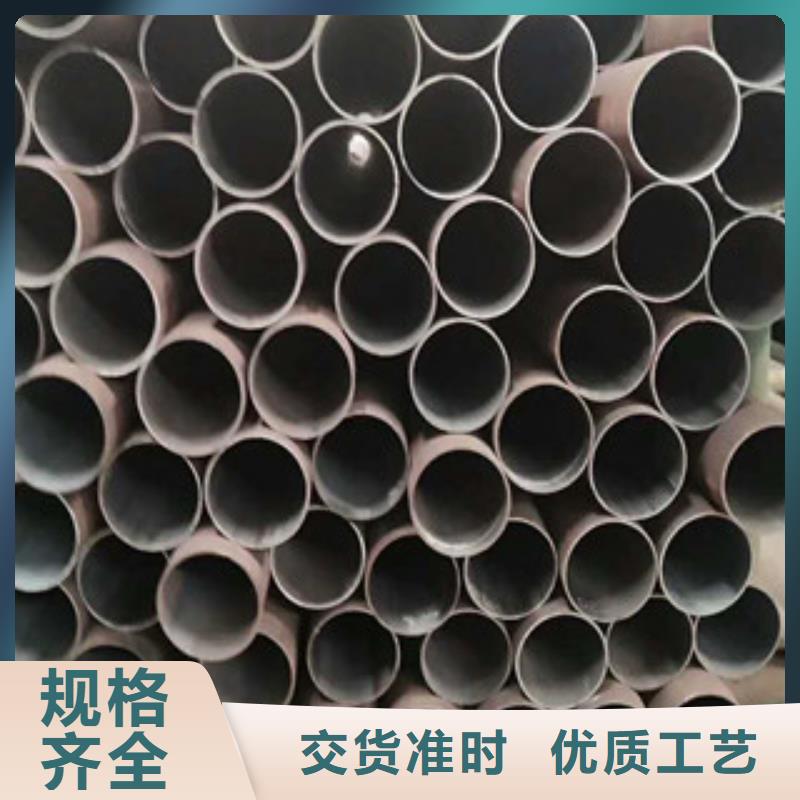
走進真實的場景,感受產品的獨特魅力!我們的合金鋼管【精密鋼管】高性價比視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:合金鋼管【精密鋼管】高性價比的圖文介紹


得天獨厚的地理位置為廣大的客戶帶來了交通運輸的便利條件。 有朋自遠方來不亦樂乎!航創鋼鐵有限公司本著技術創新、質量為本、客戶至上的原則為廣大用戶提供滿意的服務,自創立以來,積j i進取,不斷創新,憑借良好的企業信譽,獨特的經營風格及較強的 云南昭通方矩管市場開拓能力,取得了一個又一個的驕人業績,我們將以儒商風范,誠信負責的精神,竭誠歡迎各地客商蒞臨公司參觀指導,攜手共創美好明天。


軋制合金鋼管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。合金鋼管定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成合金鋼管。15Crmog合金管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。




焊接鋼管在內壁上具備著焊接肋,而15Crmog合金鋼管并沒有,無縫管具備相比較高的壓力,焊接管大致約為10兆帕,當前焊接管道是無縫的,無縫鋼管在軋制進程中一次成型,焊接鋼管需要軋制和焊接。
焊接前應移除定位焊縫并重新定位,點焊的焊點長度為10~15mm,點數依據管道規格確定,盡量少,但不少于3個點,焊縫氣體保護:15Crmog合金鋼管必須在焊縫的下側和反面實施穩當的氣體保護,前部保護應采用適用作于銅合金焊接的焊炬實施焊接保護或附加尾部保護,依據焊件的形狀和尺寸,背面保護可以通過在焊件內腔使用背面保護氣體罩或充氬保護來實現,焊接參數,15Crmog合金鋼管采用直流正接線方式,管件間的對焊應采用單面焊和雙面成型工藝,以保護全熔透焊縫,在焊接進程中,應使用較小的焊接線能量來金屬過熱,焊接進程中不用要預熱,禁止在并沒有焊絲的情況下直接熔化母材,導致焊縫開裂,多層焊接時層間溫度應控制在100℃如下。
焊接前應移除定位焊縫并重新定位,點焊的焊點長度為10~15mm,點數依據管道規格確定,盡量少,但不少于3個點,焊縫氣體保護:15Crmog合金鋼管必須在焊縫的下側和反面實施穩當的氣體保護,前部保護應采用適用作于銅合金焊接的焊炬實施焊接保護或附加尾部保護,依據焊件的形狀和尺寸,背面保護可以通過在焊件內腔使用背面保護氣體罩或充氬保護來實現,焊接參數,15Crmog合金鋼管采用直流正接線方式,管件間的對焊應采用單面焊和雙面成型工藝,以保護全熔透焊縫,在焊接進程中,應使用較小的焊接線能量來金屬過熱,焊接進程中不用要預熱,禁止在并沒有焊絲的情況下直接熔化母材,導致焊縫開裂,多層焊接時層間溫度應控制在100℃如下。

