






鋼管分為 無縫鋼管和焊接鋼管。無縫鋼管生 產過程是將實心管坯或鋼錠穿成空 心的毛管,然后再將其軋制成所要 求尺寸的鋼管。采用的穿孔和軋管 方法不同,就構成了生產無縫鋼管 的不同方法。焊接鋼管生產過程是 將管坯(鋼板或帶鋼)彎曲成管狀, 再把縫隙焊接起來成為鋼管。因采 用的成型和焊接方法不同,就構成了生產焊接鋼管的不同方法。
無縫鋼管主要用熱軋法生產。 擠壓法主要用于生產難穿孔的低塑 性高合金鋼管或異型鋼管和復合金 屬管。冷軋和冷拔法可將熱軋管繼 續加工成小直徑和薄壁的鋼管。焊接鋼管工藝過程簡單、生產 效率高、成本低、產品品種日益擴 大。無縫鋼管和焊接鋼管主要生產

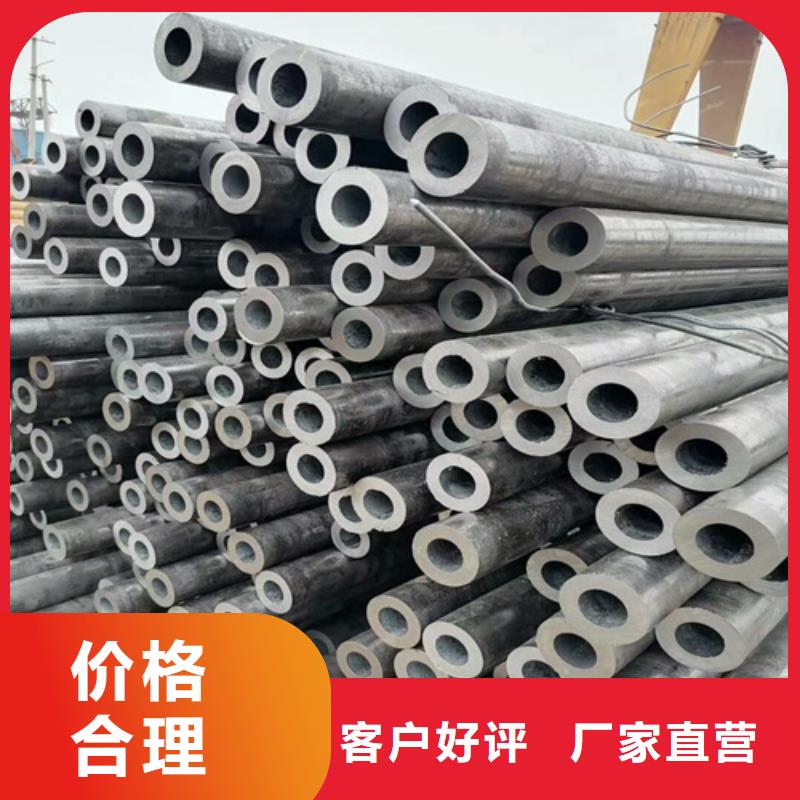
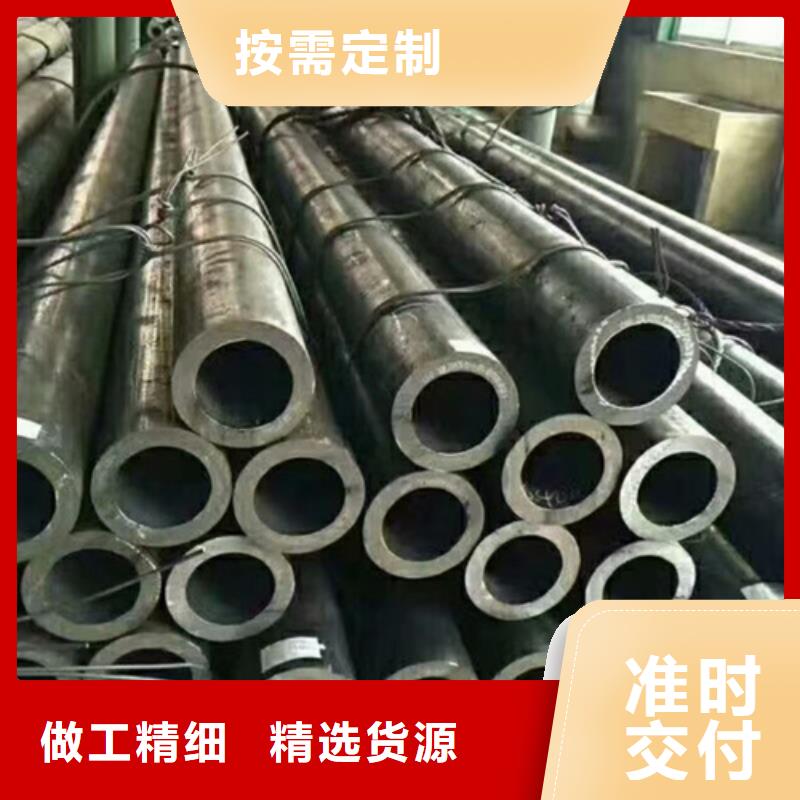
無縫鋼管具有中空截面,大量用作輸送流體的管道如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。無縫鋼管生產工藝①熱軋無縫鋼管主要生產工序(△主要檢驗工序):管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫②冷軋(拔)無縫鋼管主要生產工序:坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,
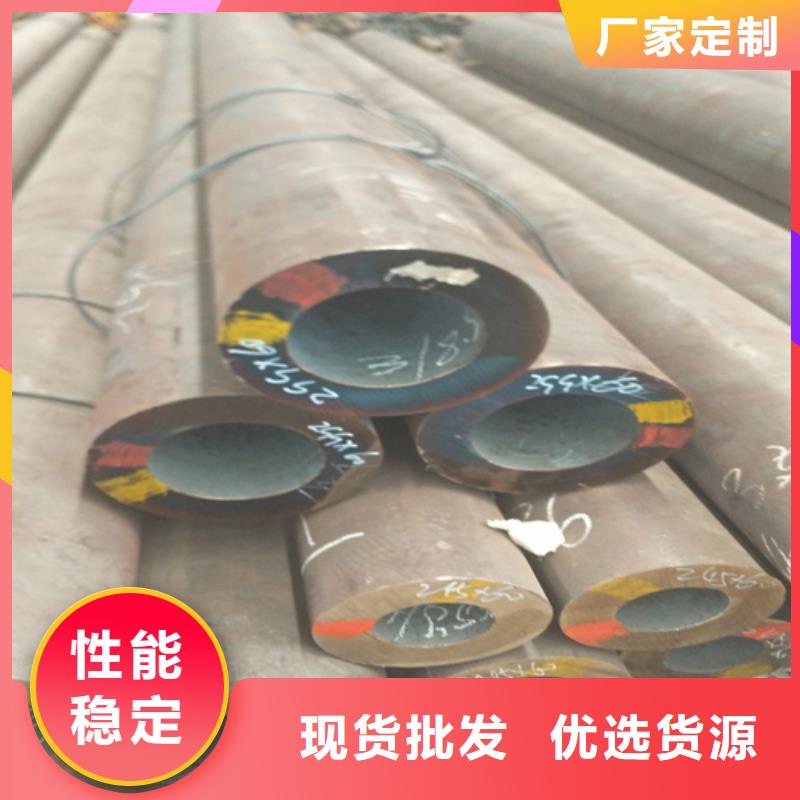
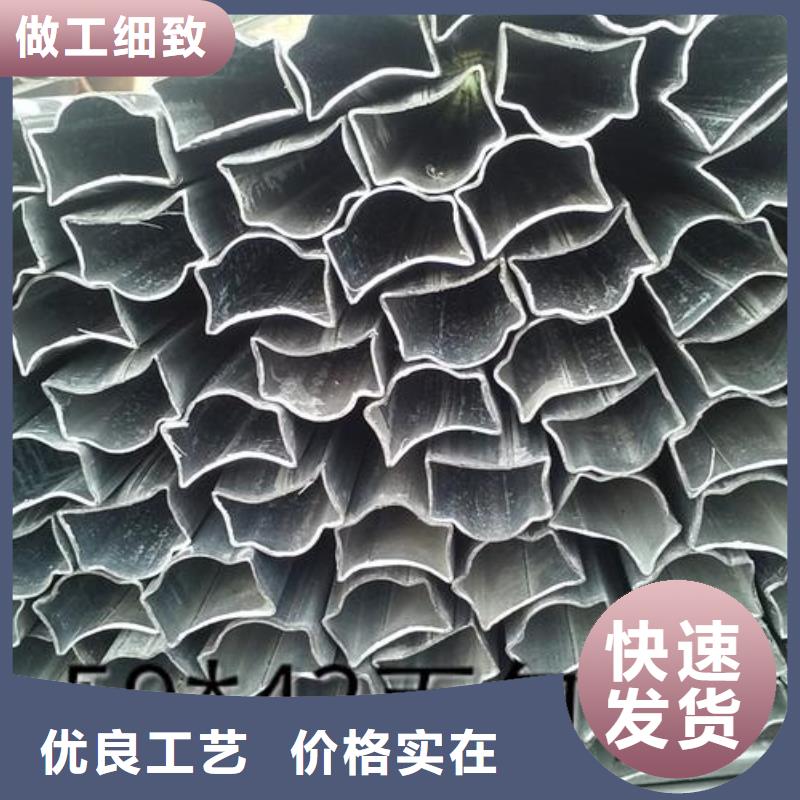
無縫鋼管廠開發生產的熱軋無縫方矩形管適用于汽車車橋用方矩形管,其規格為150mm×160mm×16mm,材質為Q345B,屈服強度≥345MPa,抗拉強度≥510MPa,伸長率≥20%,圓角要求30°~40°,平均硬度153HBW,可滿足用戶要求。攀成鋼無縫鋼管廠開發的熱軋無縫方矩形管,厚度可達18mm, 規格為300mm×300mm。小口徑無縫鋼管無縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。概述小口徑冷拔無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。小口徑無縫鋼管為保證產品質量,明確購銷雙方產品質量責任,確保小口徑無縫鋼管質量合格,保證產品。
如果使了無縫鋼管,就無需擔心這樣問題,因為無縫鋼管,確保了管道抗扭強度。之所以無縫鋼管,有著這樣能力,那就是在制作技術方面,與普通鋼管,拉開了一定差距。普通鋼管,在制作過程中,只會經歷一次軋制,或者是沒有這樣程序。
而這個缺點每一年,都會給運輸行業,帶來不小損失。而這個缺點,就是普通鋼管,非常容易生銹。即使在平時,做了很多保養措施,也不過是延長一點,鋼管使時間而已。想要根本性解決,管道生銹問題,根本沒有任何法。
無縫鋼管采是,先進制作工藝。在熱軋與冷拔過程中,鋼管自身會受到千錘百煉。這種模式下,所制作來鋼管。不只是有著,非常色硬度。同時在韌性方面,也是分眾。這不僅僅可以,承受更多工人重量。
那管道使性能,就會現很大下降,而且管道自身,也會變得極不穩定。比如說會現縫隙,或者是直接斷裂情況,無論現哪一種問題,都會帶來很大浪費。但如果使是無縫鋼管,這種管道有著,很抗氧化性能,以及抗腐蝕性能。
