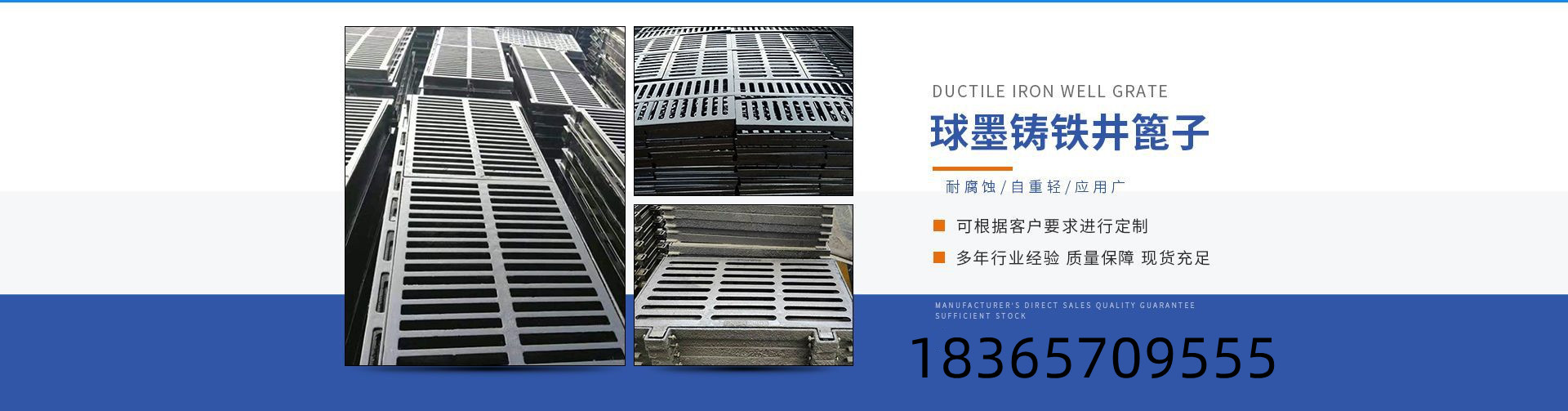






肇慶球墨鑄鐵井蓋的情況下,扁鋼應在焊接前矯直。在酸洗鈍化和熱浸鍍鋅之前,要解決雨水格柵的內應力,在智能化工業化生產中,一般不容易造成這類問題。3雨水格柵底座至少需要放置三個,可以放置在兩側和中間,干燥不僅可以放置在兩側,不能放置在中間,上壓力的雨水格柵會導致變形,使其越來越不同的水平4.在整個運輸過程中保持穩定,使其承載力對稱,在裝卸過程中不易用力打擊,應小心搬運,確保不易產生雨水格柵變形1.當雨水格柵用熱浸鋅金屬表面處理時,雨水格柵在高溫下會變形。如果雨水格柵煤接后內應力強,此時會出現嚴重變形。2雨水格基材中的內應力,如果在煤接雨水格柵的情況下,扁鋼沒有橋直,而是立即將扁鋼放在模具上進行煌接,表面看起來很真。事實上,此時雨水格也較強的內應力。如果增加強大的外力(如高溫 .摔打擠壓成型),內應力將主要表現出來,雨水格柵的外觀設計將成為弓型的標準。3.運輸雨水算子時,盡量減少摔打.擠壓成型與碰撞。
<肇慶>凌洲管業有限公司 肇慶700*800圓形球墨鑄鐵井蓋合作廠家肇慶球墨鑄鐵井蓋廠家研究了在應變積累條件下固溶怩和析出鈮對鋼再結晶動力學的影響。在節,回顧了固溶倪和析出鈮對再結晶的影響,球墨鑄鐵井蓋廠家使鋼筋自由段加長進而分析了怩含量錳含量道次壓下量溫度晶粒尺寸對再結品動力學的影響見第節鈮對再結晶的彯響鈮對再結品的影響能夠分成三類相互依賴的貢獻:固溶鈮的溶質拖曳:高密度的球墨鑄鐵井蓋應變誘導析出物延遲再結晶形核;晶界釘扎拖曳阻止再結晶長大。三者之中的每一作用檢驗如下所述。溶質拖曳在理論的框架中,復合井蓋在位置飽和的限度內再結晶動力學由下列方程再結品形核數量;—品粒邊界遷移率—再結晶驅動力。溶質通過減少冉結品品粒邊界遷移率再結晶。在一般的情況下,的溶質拖曳理論提出,球墨鑄鐵井蓋-球墨鑄鐵防盜井蓋-球墨鑄鐵方形井蓋-球墨鑄鐵井蓋廠家-肇慶山東凌洲管業有限公司在晶界遷移速率和驅動力之間產生一種非線性關系。對于高的溶質水平或小的驅動力,存在強烈的溶質拖曳條件,球墨鑄鐵井蓋廠家使鋼筋自由段加長作用力的顯著增加僅僅導致晶界遷移速率少量提高。在另一個端情況下,復合井蓋球墨鑄鐵井蓋廠家使鋼筋自由段加長作用力的顯著增加僅僅導致晶界遷移速率少量提高。在另一個端情況下,復合井蓋或當驅動力大時,合金特性接近于純凈金屬的特征,驅動力少量增加導致品界遷移速度大幅提高。如果驅動力增加或溶解的溶質被耗盡,溶質拖曳作用能夠發生從弱到強的躍遷。在近的論文強調了這種可能性,對于驅動力,如果固溶鈮的濃度從降到,速度分支將會發生從低速到高速的跳躍.

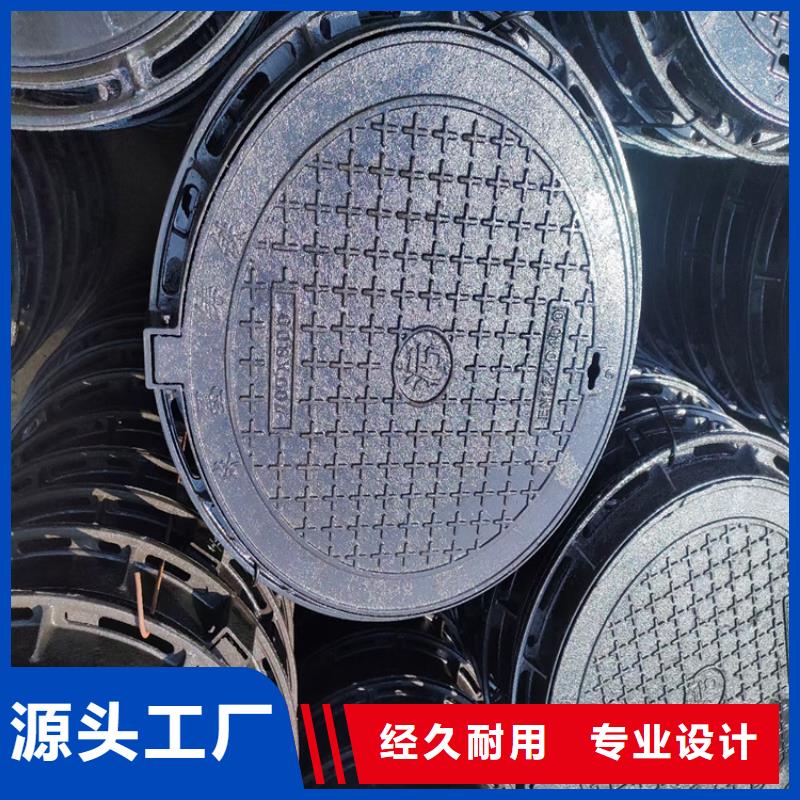
肇慶球墨鑄鐵井蓋是球墨鑄鐵產品的一種,球墨鑄鐵通過球化和孕育處理得到球狀石墨,有效地提高了鑄鐵的機械性能,特別是提高了塑性和韌性,從而得到比碳鋼還高的強度。球墨鑄鐵是20世紀五十年代發展起來的一種高強度鑄鐵材料,其綜合性能接近于鋼,正是基于其優異的性能,已成功地用于鑄造一些受力復雜,強度、韌性、耐磨性要求較高的零件。球墨鑄鐵已迅速發展為僅次于灰鑄鐵的、應用十分廣泛的鑄鐵材料。所謂“以鐵代鋼”,主要指球墨鑄鐵。【球墨鑄鐵圓形井蓋的形狀類型】而在鄉下和電纜井利用的,一般采用方形,這樣可以更好地雨水等液體的進入。肇慶山東凌洲管業有限公司【球墨鑄鐵圓形井蓋性能】球鐵鑄件差不多已在所有主要工業部門中得到應用,這些部門要求高的強度、塑性、韌性、耐磨性、耐嚴重的熱和機械沖擊、耐高溫或低溫、耐腐蝕以及尺寸穩定性等。為了滿足使用條件的這些變化、球墨鑄鐵現有許多牌號,提供了機械性能和物理性能的一個很寬的范圍。如國際標準化組織ISO1083所規定的大多數球墨鑄鐵鑄件,主要是以非合金態生產的。顯然,這個范圍包括抗拉強度大于800牛頓/毫米,延伸率為2%的高強度牌號。另一個極端是高塑性牌號,其延伸率大于17%,而相應的強度較低(為370牛頓/毫米)。強度和延伸率并不是設計者選擇材料的根,而其它決定性的重要性能還包括屈服強度、彈性模數、耐磨性和疲勞強度、硬度和沖擊性能。另外,耐蝕性和抗氧化以及電磁性能對于設計者也許是關鍵的。為了滿足這些特殊使用,研制了一組奧氏體球鐵,通常叫傲Ni一Resis亡球鐵。這些奧氏體球鐵,主要用鋅、鉻和錳合金化,并且列入國際標準。


肇慶球墨鑄鐵井蓋氣密性檢測的常用辦法:氣密性實驗是球墨鑄鐵井蓋出產進程中不可短少的工序,是產品質量的保證,在使用進程中氣密性目標也是非常重要的。出產、氣體走漏檢測的重要進程包含有毒氣體走漏檢測、可燃氣體走漏檢測和氣密性實驗。前兩個主要由化學傳感器檢測,一般是在使用組件或系統的進程中。假如有合適的傳感器,這種辦法比較簡單。圓形井蓋的氣密性實驗需覆蓋在鑄鐵管內。假如發作滲漏,***需求整理土壤,損壞混凝土,這將不可避免地影響工程的進展。一般咱們采用以下幾種辦法對圓形井蓋進行氣密性檢查:常用的氣密性實驗辦法有氣泡法、涂改法、化學示蹤氣體檢漏法、壓力改變法、活動法、超聲波法等。傳統的走漏檢測辦法是氣泡法和污點法。氣泡法是將工件浸入水中,用壓縮空氣填充,然后從中搜集氣泡以丈量走漏量。涂改法是一種能在工件外表產生一定壓力的肥皂、水等氣泡,并調查氣泡狀況來檢測走漏尺寸的液體。圓形井蓋操作簡單,這兩種辦法可直接調查區和滲漏的狀況,但由于我事前不知道工件的走漏定位和幾個走漏,很難搜集一切的氣泡,影響丈量的準確度;其次,對大型、粗笨和雜亂的部分,氣泡附著零件的底和折疊,不易調查。實驗完畢后,對工件進行清洗枯燥,不能實現主動定量檢漏。
