






工作原理鋼筋繞筋機主機是采用傳動原理——即鋼筋籠平置于2組動力托輥之間轉動,小車載著線材平行于主機勻速進行,產地螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產。產品特點:1、 速度快待工狀態2個可全程生產,正常工況3-6人可生產10-20多節鋼筋籠。2、 質量穩定機械化作業不受人為因素影響,長時間工作可穩定質量不變。3、 適合各種主筋箍筋數量、形式、型號、大小、長度的設計要求,不會因設備功能而影響鋼筋籠設計或不能上機生產。4、 轉運便捷組合式設計使搬運、安裝、生產等不依賴起重設備,適應工廠化大批量固 定生產和施工現場分散的機業。5、 功耗低總功率不到15KW同步工作不到5KW 節能而且不影響總電容的配比。6、 流水線形式施工不受各工序影響,不間斷完成主筋箍筋焊接成型、繞筋施焊等 全部。7、 采用螺紋連接技術可,幫助鋼筋籠分解、安裝速度。目前該產品已成系列化,在范圍內了推廣應用,占據國內%以上的份額。一鋼筋籠滾焊機加工鋼筋籠的特點鋼筋籠滾焊機加工速度快正常情況下備料及滾焊部分-人一班,分二班作業,個人就可以加工出多個米長成品的籠子,對于高鐵施工中米樁的籠子曾經有日產節米的籠子米/天的生產記錄,工作效率非常高。
<肇慶>建貿機械設備有限公司 肇慶鋼筋籠繞筋機便宜耐用
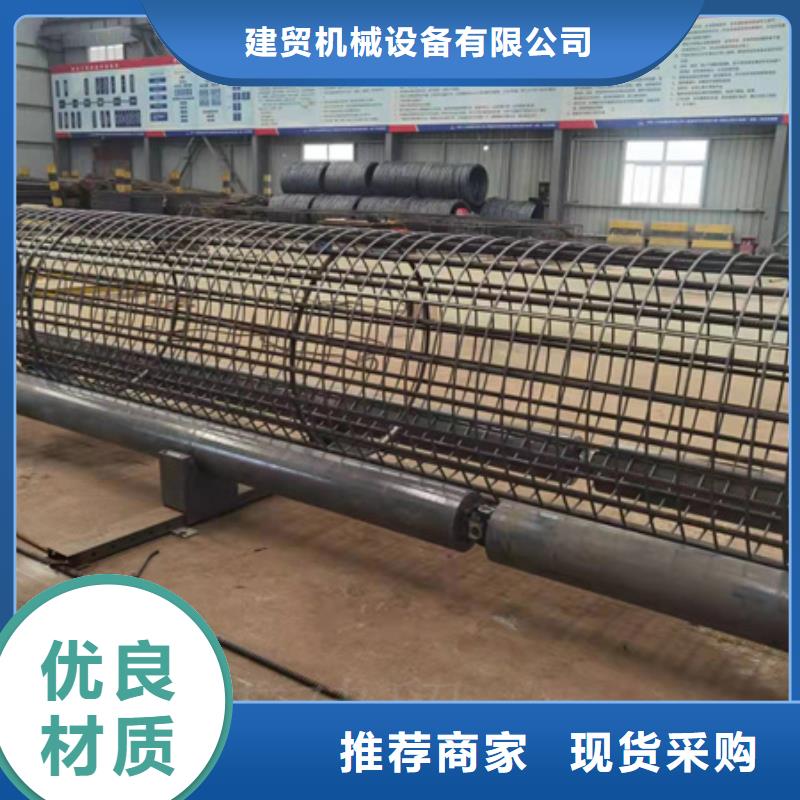
肇慶鋼筋籠繞筋機便宜耐用
?數控鋼筋彎箍機更新換代走機械化發展道路。隨著我國經濟向市場經濟的發展和轉變,建筑機械生產在國民經濟的地位日益。數控鋼筋彎箍機的發展不能只停留在機械技術,還要和電子技術,自動控制,等科技相結合起來,其科技含量,如全自動數控鋼筋彎箍機,同綜合機械化,現代化的方向發展,將建筑機械生產到一個新層次的發展。??特點一調直系統采用我廠多年來生產的多輪組調直機結構,由水平和垂直2組多輪調直,矯直系統具有位置移動記憶檢測,更換不同直徑的鋼筋,調直輪會自動向下或向上,達到換鋼筋快速調直,縮短鋼筋調直時間,整個均自動完成,多輪組同步牽引鋼筋,輪與鋼筋的壓力減小,牽引力小,進而使耗能、鋼筋損耗。鋼筋籠繞筋機工作原理根據施工要求,首先鋼筋籠繞筋機兩滾筒間距離,將鋼筋籠的主筋架預制好吊裝到鋼筋籠繞筋機兩滾筒之間,通過穿過矯直器將盤筋穿入鋼筋籠,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定及盤轉動把繞筋纏繞在主筋上,同時進行焊接,從而形成產品鋼筋籠---這就是 鉆孔灌注樁鋼筋籠繞筋機即“簡易鋼筋籠成型機”的工作原理.
jmc1.按要求接好電源線和接地線,接通電源。電源為三相380V50Hz的交流電源,為保身請使用帶漏電保護功能的自動開關。2.冷卻液箱中,加足溶性冷卻液(嚴禁加油性冷卻液)。1.接通電源。檢查冷卻水泵工作是否正常。2.操作按鈕,檢查電器控制系統工作是否正常。1.根據所加工鋼筋的直徑,調換與加工直徑相適應的滾絲輪。2.調換滾絲輪的同時,調換與滾絲輪螺距相適宜的墊圈,以保證螺距的正確性。3.滾絲輪與加工直徑相適應后,將與鋼筋相適應的對刀棒插入滾軋頭中心,調整滾絲輪使之與對刀棒相接觸,抽出對刀棒,擰緊螺釘,壓緊齒圈,使之不得移動。4.對于固定定位盤的設備根據所加工鋼筋直徑,調換與加工直徑相適應的定位盤(定位盤上打印有加工直徑)。對于可調整定位盤的設備按定位盤刻度調整到相應的刻度,當剝肋刀磨損時還需要進行微調。5.根據所加工鋼筋規格,調整剝肋行程檔塊的位置,直螺紋滾絲機是采用剝肋滾壓先進工藝,對鋼筋加工連接端直螺紋的機器。經過直螺紋滾絲機加工過的鋼筋可以與直螺紋金屬纖維緊密的連續在一起,在力學上性能好。可以提高抗拉強度20%-30%、抗疲勞強度提高40%-60%、抗腐蝕性能提高50%-200%,經過直螺紋滾絲機加工過的鋼筋在連接強度和性能上都要高于鋼筋母材,鋼筋接頭力學性能達到并超過國內外標準。鋼筋直螺紋滾絲機的工作原理根據鋼筋直徑調整好滾絲機上的滾絲輪、剝肋刀片,然后用滾絲機上的鉗子將要滾絲的鋼筋固定好,轉動滾絲機機頭前進的控制輪。機頭將鋼筋剝肋、三個滾絲輪對鋼筋進行轉動擠壓,形成絲扣,然后反向轉動滾絲機機頭前進的控制輪,退出機頭。由于絲扣是擠壓出來的而不是車床車出來的,所以絲扣部分的強度要高于鋼筋母材。鋼筋直螺紋滾絲機用途繞筋機

數控鋼筋彎箍機是我公司吸取了國內外先進、先進技術的基礎上結合HRB400鋼筋的實際情況進行設計研制的。該機可以對Φ6—Φ12HRB400熱軋帶肋鋼筋、HRB400熱軋帶肋鋼筋、光圓鋼筋和冷軋帶肋鋼筋進行彎曲剪切。鋼筋直螺紋剝肋滾絲機床,將鋼筋端部一次進給剝肋滾扎成型。操作簡便、可靠,并且能實現按調定的直徑和長度到位停機、反轉退回。本機采用內結構,其冷卻效果更佳。加工某種規格的鋼筋只要調定好設備,便可連續加工。鋼筋籠繞筋機-技術鋼筋籠接長時在確保連接垂直的基礎上要加速焊接速度,盡或許會縮短沉放時間,這有利于鋼筋籠順利吊放以及孔底沉渣量;其它,應確保鋼筋籠墊層保護塊不漏放,鋼筋籠墊層保護塊好作成半徑為墊層厚度的導輪,這既能墊層厚度要求,又能夠對孔壁性的。焊接問題是鋼筋籠制作里一個比較突出的問題。①碰焊接頭錯位、彎曲。錯位主要是由于碰焊工工作量大,注意力不集中引起的問題,經過提醒并且不定期的抽樣檢查,碰焊有了明顯。②鋼筋籠焊接時的咬肉問題。這個問題的產生主要是因為民工隊伍技術水平不到位,許多是生手,其次是因為由于電焊工數量不夠,由一班人加班加點,疲勞引起的問題。如果更換生手并且配足電焊工的話,問題就會解決。鋼筋籠成型機主機是采用傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。模板可根據不同工程鋼筋籠的設計進行更換客戶自已找地方制作。
