



聯系我們

數控鋼筋彎曲機性價比高建貿機械設備
更新時間:2025-01-30 19:18:05 瀏覽次數:4 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 66000/臺 |
| 發貨期限 | 24h |
| 供貨總量 | 99 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 鋼材 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMW2-32 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMW2-32 |
| 可售賣地 | 全國 |
| 產品顏色 | 紅色 |
| 質保時間 | 一年 |
| 品牌 | 河南建貿 |
| 產品名稱 | 數控鋼筋彎曲中心 |




<肇慶>建貿機械設備有限公司
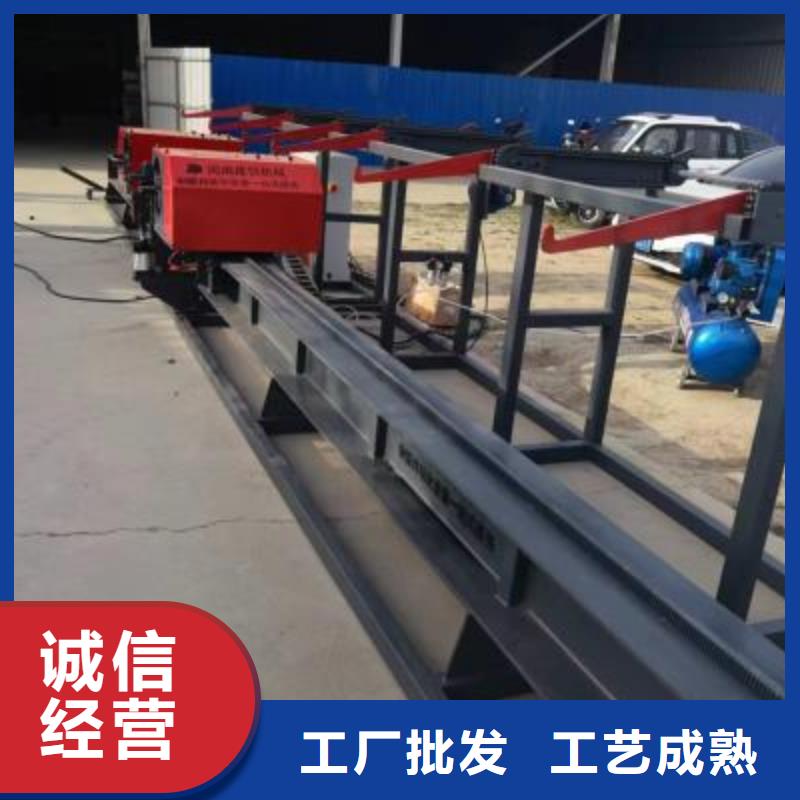
大型全自動數控鋼筋彎箍機
數控鋼筋調直彎箍機采用先進計算機數字控制,自動快速完成鋼筋調直、定尺、彎箍、切斷。該機效率極高,可替代20-30名鋼筋工人,在鋼筋加工領域獨樹一幟。φ4~12mm盤筋→矯直→彎曲→剪切一次成型1人操作 實際耗電:4--5.5kw/h 集矯直、長度、彎曲、剪切于一體生產效率高采取進口伺服驅動,速度快,出力大,故障率底從盤條原料到箍筋產品一次成型,可加工冷,熱軋高強度盤條鋼筋。生產效率高、相當于二十到三十人工。設備實用性強,只需一人操作,節省大量人工。小型數控鋼筋調直彎箍機節省原料在工作中是連續成型幾乎無鋼筋料頭損失。占地面積小,節省校直工作區及切割工作區,可以在狹窄區域作業。
彎箍機操作規程:一、檢查機械性能是否良好、工作臺和彎曲機臺面保持水平;并準備好各種芯軸工具擋。二、按加工鋼筋的直徑和彎箍機的要求裝好芯軸,成型軸,擋鐵軸或可變擋架,芯軸直徑應為鋼筋直徑的2.5倍。三、檢查芯軸,擋塊、轉盤應無損壞和裂紋,防護罩緊固可靠,經空機運轉確認正常方可作業。四、作業時,將鋼筋需彎的一頭插在轉盤固定備有的間隙內,另一端緊靠機身固定并用手壓緊,檢查機身固定,確實安在擋住鋼筋的一側方可開動。
 肇慶市數控鋼筋彎曲機性價比高建貿機械設備
肇慶市數控鋼筋彎曲機性價比高建貿機械設備
全自動鋼筋彎曲中心產品特點:
1、進口PLC結合觸摸屏控制界面操作方便
2、中心柔性鋼筋鎖緊機構設計,確保彎曲精度
3、彎曲面板采用熱處理,耐磨,延長使用壽命
4、彎曲主軸由伺服控制,彎曲精度極高
5、移動式彎曲主機,彎曲長度自由定尺
6、一體化設計,高強度移動軌道設計,經久耐用
7、彎曲主機定位夾緊機構設計,提高彎曲精度
8、伸縮式彎曲軸實現了鋼筋的雙向彎曲。全自動鋼筋彎曲中心生產廠家
9、高強度自動上料架,實承載原材料
10、一次性可彎曲多根鋼筋,效率高
11、圖形數據庫可預置數百種圖形
12、操作簡單地,一個循環可彎曲多個角度
13、選用知名品牌(施耐德、匯川、西門子、三菱、松下)PLC及CNC控制,電控程序內可儲存多達上百種圖形并設有數據庫。

數控立式鋼筋彎曲中心為了克服鋼板剪切后翹曲嚴重的問題,將兩臺剪板機剪刃傾角減小到1.50,這樣剪切力至少加大一倍。與上述標準機架上方有兩根窄橫梁不同,本次設計我們將承受全部剪切負荷的機架上方橫梁合并為一根。為不增加或盡量少增加主液壓缸直徑,兩個主液壓缸被布置于機架上橫梁偏于喂料入口一側,即在工作臺正上方一側。這與液壓剪板機的主液壓缸均卷板機置于機架上方兩根窄橫梁之間是不同的。這樣液壓缸推力作用線就移到喂料一側,即剪切位置處于后偏心軸與液壓缸推力作用線之間。主液壓缸與上刀刃或下刀刃等零部件的相對位置。故兩主液壓缸總推力比剪切力小許多。主液壓缸直徑可以不增加或少增加,從而保證主液壓缸與液壓系統都有相對較低的造價。
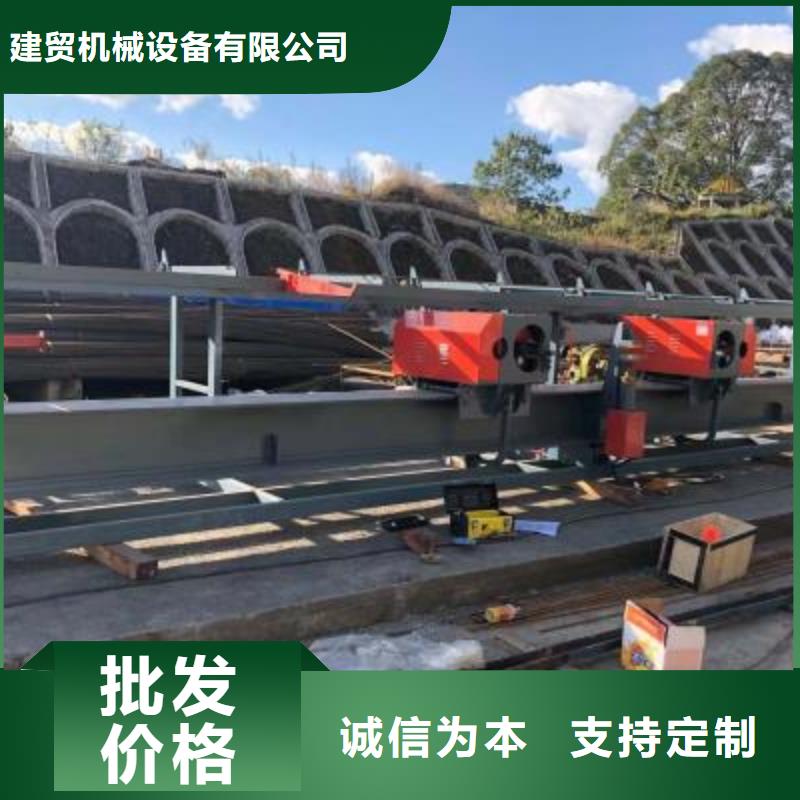
大型數控彎曲中心為數控、全自動鋼筋彎曲加工機械,適用于高層建筑、高速公路、高速鐵路、大型橋梁等鋼筋混凝土結構中鋼筋的彎曲加工大能加工φ32mm的三級螺紋鋼,可以在一個工作循環內做正向和反向彎曲的先進設備。該設備是我公司獨立研發的具有自主知識產權的高科技產品。我公司產品力求貼近市場需要,滿足客戶需求。數控化加工精度高、效率高,滿足工程各種要求 每個工作班相比普通彎曲機可替代8-10名操作工的加工量,追求佳性價比 降低成本,給客戶帶來可觀的效率和收益。

全自動數控鋼筋彎曲中心具有操作簡單,維護方便,經濟實用的特點,特別適用于各種工程標段、鋼筋集中加工工廠等鋼筋批量加工的場合使用。數控彎曲中心是 推廣的鋼筋加工標準化的必備鋼筋加工設備。目前在國內高速公路建設、高鐵建設、城際鐵路建設、地鐵輕軌建設等工程建設中鋼筋加工得到大力的推廣。彎曲中心的機頭結構緊湊,加工鋼筋范圍廣,具有自主知識產權。彎曲機頭移動由伺服電機驅動,鋼筋彎曲長度實現數字控制,機頭移動響應快,定位精度高。彎曲電機采用變頻技術,鋼筋加工準確,,節能。可同時彎曲多根鋼筋。支架及機身彎曲平臺導軌采用高強度移動導軌,經久耐用,不易變形。高強度自動儲料架,可實現連續生產。
人工操作時的問題與缺陷:
1、 人工校直速度很慢,勞動強度大、造成效率低下。
2、 人工校直后每段鋼筋的兩端要剪掉,剪掉的部分就成了廢料,造成了材料的浪費。
3、 人工校直過程中,其次拉直的長度很難控制一致,這樣在下料時,也會出現料頭,同樣成了材料的浪費。